











Описание
Сварочный полуавтомат FOXWELD WECO MIG 327 AC/DC DP — многоцелевой многофункциональный аппарат 7в1, идеальное решение для задач малого и среднего производства. Модель WECO MIG 327 AC/DC DP охватывает все области применения: учебные центры, машиностроение, авиастроение, нефтехимия, промышленность. Полноценный аргонодуговой аппарат TIG AC/DC в едином исполнении со сварочным полуавтоматом MIG позволит сократить время на обучение персонала, освободить пространство в рабочей зоне и быстро выполнять различные проекты. Выполнив сложную сварку корня шва в режиме TIG, ускорьте производительность, используя режим MIG со специальными функциями и синергетикой для заполнения разделки.Аппараты FoxWeld серии WECO собрали в себе опыт разработки и эксплуатации профессионального сварочного оборудования, начиная с 1998 г. Все аппараты линейки WECO разрабатываются и производятся в Италии на заводе Corso Noblesville. Высокое качество производства и надежность наших аппаратов позволяют обеспечивать расширенную гарантию на всю линейку FoxWeld серии WECO.

ФУНКЦИЯ POWER FOCUS
Концентрация дуги POWER FOCUS позволяет сварщику сфокусировать высокую температуру дуги в центральной части сварочной ванны, избегая таким образом перегрева кромок. Это новая технология сварки деталей из углеродистой стали используется, когда требуется глубокий провар в сочетании с высокой производительностью. Сфокусированная дуга позволяет делать меньшее число проходов для заполнения стыковых швов.

ФУНКЦИЯ POWER ROOT
Функция вместе с синергетическими программами оптимизирует холодно-капельный перенос металла для получения высокого качества сварки корневого шва углеродистых и нержавеющих сталей, в том числе аустенитных. Технология обеспечивает улучшенную форму шва при сварке тонких деталей и при выполнении вертикальных швов с большим зазором.

ФУНКЦИЯ HIGH CONTROL
Новая система High Control (Pulse НС) отличается эффективным контролем дуги для оптимизации отрыва капель при максимально сниженной мощности источника. Благодаря работе этой системы сварочная дуга становится более стабильной, не образуются брызги и наплывы, появляется отзывчивость к движению горелки, снижается тепловложение и происходит оптимальное оплавление кромок детали.

РЕЖИМ HSL
Этот режим сварки стали и цветных металлов отличается очень короткой и интенсивной дугой, что позволяет достигать стабильного горения сварочной дуги без повышенного напряжения. Благодаря этому процессу не происходит перегрева и усадочной деформации основного материала, как следствие изделие имеет лучшие механические свойства.

WECO HAC
Уникальная система WECO HAC (Hybrid Arc Control) обеспечивает плавную и очень стабильную сварочную дугу с превосходных качеством сварного шва и минимальным разбрызгиванием в любых условиях работы. Эта функция подходит для работ в вертикальном и потолочном положении и обеспечивает хорошее проплавление кромок, низкий нагрев и малую деформацию основного металла.
Преимущества:
- Сварочные процессы: MIG/MAG (SYNERGY, PULSE, DOUBLE PULSE), TIG AC/DC (полноценный со всеми настройками), MMA, GOUGING
- Специальные функции в режиме MIG/MAG: POWER FOCUS, POWER ROOT, HIGH CONTROL, HSL
- Специальные функции в режиме TIG: Q-START, Q-SPOT, DYNAMIC ARC, MULTITACK, MIX AC/DC, EXTRA FUSION, BALANCE AC
- 5 функций в режиме MMA: Hot Start, Arc Force, AntiSticking, DYNAMIC ARC, VRD
- Возможность подключения двух механизмов подачи (опционально)
- Расширенная синергетика для режимов TIG и MMA
- Режим импульсной сварки с частотой 2,5 кГц (TIG)
- Режим работы горелки 2T, 4T, S4T
- Выбор форм полуволн переменного тока: прямоугольная, синусоидальная, треугольная, смешанная
- Возможность управления и мониторинга через локальную сеть с помощью программного комплекса WECO DATA MANAGER (опционально)
- Динамическое газовое и водяное охлаждение обеспечивает оптимальный контроль температуры и энергоэффективность
- Персонализированные настройки сварки или программ могут быть сохранены в ячейках памяти и впоследствии загружены. Можно сохранить до 50 программ в режимах сварки TIG, MMA и 99 программ в режиме MIG/MAG, сохраненные программы можно выгружать и загружать в другую панель аналогичного аппарата
- Счетчик часов контролирует количество часов работы аппарата, включения в сеть, общее время сварки и время сварки в смену
- Порошковая окраска корпуса и класс защиты IP 23 позволяют использовать аппарат в тяжелых производственных условиях
- Низкое общее потребление энергии, стабильная дуга благодаря новой инверторной технологии WECO Inverter
- Полный комплекс датчиков и устройств, позволяющих обеспечивать максимальную защиту как самого аппарата, так и сварщика
- Расширенная гарантия 5 лет
РЕЖИМ Q-SPOT
Режим точечной сварки позволяет точно расположить электрод в точке соединения. Только после подъёма электрода аппарат производит импульсную сварку в течение определённого времени. Это значительно снижает риск загрязнения стыка электродом. При нажатии кнопки горелки процесс может повторяться столько раз, сколько потребуется. Этот режим идеально подходит для сварки малых толщин и сварки труб встык.
ФУНКЦИЯ Q-START
При работе этой функции за счёт подачи тока высокой частоты сварочная ванна появляется быстрее, чем при обычном режиме сварки, поскольку Q-START способствует смешиванию двух кромок резкими колебаниями тока для ускорения соединения. Эта функция полезна при точечной сварке тонкого листового металла, а также для прихваток в разных пространственных положениях.
ФУНКЦИЯ MULTITACK
Серия импульсов сварки позволяет контролировать нагрев изделия, избегая прожога и деформации. Регулируя частоту режима MULTITACK, можно оптимизировать проплавление металла, скорость сварки и, в частности, управление тепловложением, а также уменьшить любую последующую деформацию детали. Режим MULTITACK отлично подходит для сварки угловых соединений. Сварной шов не подвержен окислению, что позволяет избегать обработки после сварки.
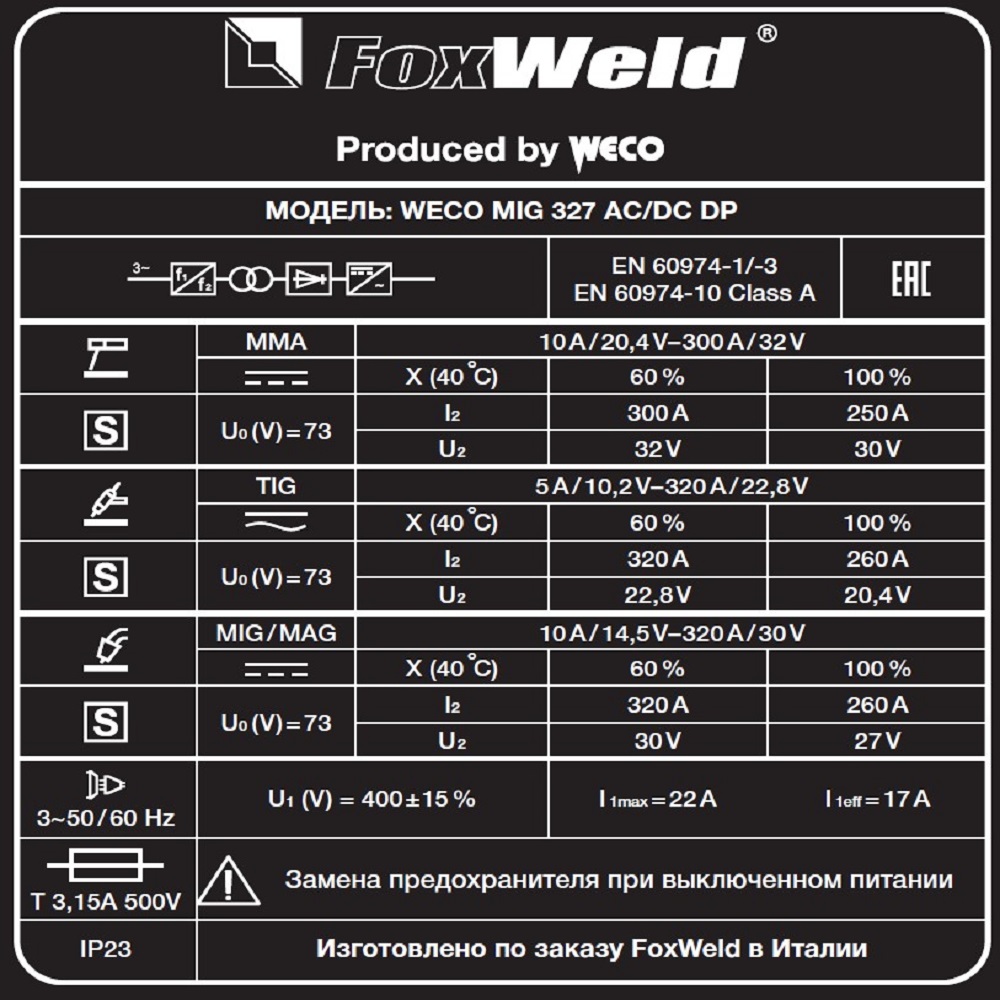
ПАРАМЕТРЫ РУЧНОЙ ДУГОВОЙ СВАРКИ ММА
• ТОК СВАРКИ — этот параметр регулирует величину основного сварочного тока.
• МАКСИМАЛЬНЫЙ ТОК С ПУЛЬТОМ ДИСТАНЦИОННОГО УПРАВЛЕНИЯ — максимальное значение выходного тока, которое может быть достигнуто с помощью педали.
• НОТ START — эта функция способствует легкому зажиганию сварочной дуги, устанавливается в процентах, от основного значения тока сварки. Это значение ограничено значением 250 А.
• ARC FORCE — эта функция помогает стабилизировать процесс горения дуги при использовании разных типов электродов и помогает избежать приваривания электрода к детали. Устанавливается в процентах от основного тока сварки.
• ТИП ЭЛЕКТРОДА — позволяет выбрать тип используемого электрода. Выбор автоматически позволяет установить оптимальные параметры сварки (функции НОТ START, ARC FORCE).
• ФУНКЦИЯ VRD — эта функция уменьшает напряжение на выходных клеммах, когда не происходит процесс сварки. В ее задачу входит повышение безопасности и исключение риска поражения сварщика электрическим током. Сварочный процесс становится более безопасным в замкнутых пространствах и при сварке в условиях повышенной влажности. В ее задачу входит повышение безопасности и исключение риска поражения сварщика электрическим током. Процесс сварки становится более безопасным в замкнутых пространствах и при сварке в условиях повышенной влажности.
• ЛИМИТ НАПРЯЖЕНИЯ ДУГИ — этот параметр понижает выходную мощность, когда напряжение между электродом и заготовкой превышает заданное значение.
• DYNAMIC ARC — сварочная мощность остается постоянной даже при изменении расстояния между электродом и деталью. В результате более высокого значения предотвращает приваривание электродов, тонкие листы металла легко деформируются.
ПАРАМЕТРЫ АРГОНОДУГОВОЙ СВАРКИ TIG
• DC PULSE SYN — синергетический импульсный режим аргонодуговой сварки на постоянном токе обеспечивает высокую концентрацию дуги. Это стабильный процесс горения дуги для создания сварного соединения за счет колебаний тока. Он идеально подходит для точечной сварки и сварки без использования присадочного материала. Он рекомендуется для тонких листов металла и, в частности, там, где требуется локальный нагрев (зона термического влияния имеет меньшие размеры). В этом режиме параметры сварки являются импульсными: ток паузы, время импульса, частота импульса только отображаются и не могут быть изменены.
• ПРЕД-ПРОДУВКА — время подачи газа перед началом процесса сварки. Эта регулировка необходима при сварке в местах, требующих наличия инертной атмосферы перед зажиганием дуги. Этот параметр позволяет создать защитную среду, тем самым устраняя окисления в начале сварке, а также способствует более плавному зажиганию сварочной дуги.
• НАЧАЛЬНЫЙ ТОК — начальное выходное значение тока сразу после зажигания дуги. Значение этого параметра может быть задано в процентах от сварочного тока или в абсолютном значении, выраженном в амперах. Этот параметр отображается, но он не используется в процессе сварки, когда включен режим MULTIТАСК. Наличие регулируемого начального сварочного тока заключается в том, чтобы избежать вероятности прожога детали в начале сварки. Особенно полезно при сварке тонких листов.
• НАРАСТАНИЕ ТОКА — время, в течение которого ток изменяется от начального значения до значения тока сварки. Эта регулировка используется для предотвращения чрезмерного оплавления кромок свариваемых деталей. Величина основного сварочного тока постепенно увеличивается с целью контроля равномерности осаждения и проплавления металла. Этот параметр не используется в процессе сварки при включении режима MULTIТАСК.
• ТОК СВАРКИ – этот параметр регулирует основное значение сварочного тока.
• МАКСИМАЛЬНЫЙ ТОК С ПУЛЬТОМ ДИСТАНЦИОННОГО УПРАВЛЕНИЯ — максимальное значение выходного тока, которое может быть достигнуто с помощью пульта дистанционного управления.
• ТОК 2 УРОВНЯ (РЕЖИМ S4T) — при быстром нажатии и отпускании (менее 0,5 секунды) кнопки горелки во время сварки значение выходного тока переходит в значение, установленное с помощью параметра «тока 2 уровня». Эта регулировка позволяет избежать прерывания процесса сварки при изменении геометрии детали, в качестве альтернативы сварочный ток может быть уменьшен, чтобы снизить нагрев детали, если она становится слишком разогретой во время выполнения процесса сварки. В сварке TIG DC этот параметр полезен при сварке различных заготовок, при перемещении между различными поверхностями выходной ток может быть изменен простым нажатием на кнопку горелки.
• ТОК ПАУЗЫ — значение меньшего тока в импульсном режиме сварки. В результате большого значения: увеличение значения среднего тока импульсной сварки более быстрое образование сварочной ванны, увеличение зоны термического влияния.
• ВРЕМЯ ИМПУЛЬСА — определяет отношение тока импульса к току паузы. При выборе параметра «тип импульса» — быстрый, регулировка в % от общего цикла работы. При выборе параметра «тип импульса» — медленный, выражается в секундах.
• ЧАСТОТА ИМПУЛЬСА — чем больше частота, тем больше плотность тока и более локальнее нагрев. Увеличивая частоту, ограничивается зона термического влияния.
• ВРЕМЯ ПАУЗЫ — время, в течение которого выходной ток находится в значении тока паузы. Доступно с настройками ТИП ИМПУЛЬСА = Slow (медленный), регулировка выражается в секундах.
• СПАД ТОКА — время, в течение которого ток изменяется от основного значения до конечного. Предотвращает образование кратеров в процессе затухания дуги. Этот параметр не используется в процессе сварки при включении режима MULTIТАСК.
• КОНЕЧНЫЙ ТОК При сварке этот параметр позволяет получить равномерную усадку присадочного материала в конце процесса сварки, закрывая воронку (кратер) таким образом, чтобы осаждалась конечная капля присадочного материала. Значение этого параметра может быть задано в процентах от сварочного тока или в абсолютном значении, выраженном в амперах. Параметр отображается, но он не используется в процессе сварки, когда присутствует режим MULTIТАСК. При удерживании кнопки горелки в конце процесса сварки, конечный ток поддерживается, тем самым обеспечивая оптимальное заполнение кратера, до тех пор, пока не начнется время конечной продувки защитного газа при отпускании кнопки горелки.
• ПОСТ-ПРОДУВКА — время подачи газа после затухания сварочной дуги.
• ФОРМА ВОЛНЫ ПЕРЕМЕННОГО ТОКА — этот параметр позволяет выбрать необходимую форму сигнала переменного тока.
• БЕСКОНТАКТНЫЙ ПОДЖИГ (HF — ON) — этот способ возбуждения дуги происходит с помощью высоковольтного электрического разряда, но с низкой силой тока (HF) между торцом электрода и свариваемой деталью. Как только сварочная дуга зажглась, аппарат перестает подавать высокочастотный разряд. Этот способ зажигания позволяет продлить срок службы электрода и сохранить его форму.
• КОНТАКТНЫЙ ПОДЖИГ (HF — OFF) — этот способ возбуждения дуги происходит от короткого замыкания малой силы тока (чтобы избежать повреждения электрода), которое сварщик создает между торцом электрода и заготовкой, и последующего подъема торца электрода, который поддерживает ток, создавая так называемую электрическую дугу. Рекомендуется использовать контактный способ зажигания в таких областях применения, как техническое обслуживание работающих машин, сварка вблизи радиоэлектронного оборудования или сварка вблизи компьютерной техники.
• МИНИМАЛЬНЫЙ ТОК ПЕДАЛИ — минимальное выходное значение тока с педали. Ток устанавливается в процентах по отношению к параметру «максимальный ток педали».
• Q-START — эта функция сварки запускается в синергетическом импульсном режиме TIG в течение заданного интервала времени, а затем автоматически переключается на режим сварки, выбранный на панели управления. При работе этой функции быстрее появляется сварочная ванна, чем при обычном режиме сварки. Поскольку он способствует смешиванию двух кромок резкими колебаниями тока для ускорения соединения. Эта функция полезна при точечной сварке тонкого листового металла, а также для прихваток в разных пространственных положениях.
• DYNAMIC ARC — эта функция позволяет при уменьшении напряжения дуги увеличивать сварочный ток и наоборот — при увеличении напряжения, ток уменьшается. Мощность сварочной дуги остается постоянной даже при изменении расстояния между
электродом и деталью.
• MULTIТАСК — эта функция состоит из серии непрерывных импульсов сварки, которые позволяют оптимально контролировать самые тонкие листы/ скосы неправильной формы. Серия импульсов, повторяющихся с течением времени, позволяет рассеивать концентрацию дуги. Регулируя частоту режима MULTITАСК, можно оптимизировать проплавление металла, скорость сварки и, в частности, управление тепловложением, а также любую последующую деформацию детали. Режим MULTITACK отлично подходит для сварки угловых соединений. Сварной шов не подвержен окислению, что позволяет избегать обработки после сварки,
• MIX AC/DC – этот режим позволяет варьировать сварочный ток, чередуя сварку TIG АС со сваркой TIG DC. Это позволяет сочетать эффективность очищения поверхности детали сварки TIG АС с глубоким проплавлением сварки TIG DC. Благодаря своим свойствам этот режим подходит для сварки деталей большой толщины с тугоплавкой поверхностной пленкой. Регулируемый сварщиком параметр — это процент волны переменного тока по сравнению с волной постоянного тока за весь период в диапазоне от 10 % до 80 %.
• EXTRA FUSION — эта функция позволяет двигаться в сторону отрицательной полуволны по отношению к нулю. Таким образом, можно получить большую глубину проплавления при неизменном среднем токе. Функция Extra Fusion не рекомендуется при сварке больших толщин, так как недостаточна для обеспечения оптимального очищения поверхности от оксидной пленки во время сварки.
• БАЛАНС ПЕРЕМЕННОГО ТОКА (АС) — этот параметр устанавливает соотношение положительной к отрицательной волне.
• Q-SPOT (ТОЧЕЧНЫЙ РЕЖИМ СВАРКИ) — этот режим, присутствующий только в 2-тактном режиме, облегчает сварку точками. Он позволяет точно расположить электрод в точке соединения. Электрод удобно расположен в нужном месте. Только после подъема электрода аппарат производит импульсную сварку в течение оговоренного времени. Это значительно снижает риск загрязнения стыка электродом. При нажатии кнопки горелки процесс может повторяться столько раз, сколько потребуется, если активировать параметр
• ВРЕМЯ ПАУЗЫ. Этот режим идеально подходит для сварки более тонких толщин, и сварки труб встык.
Применение:





Комплектация:
• Сварочный полуавтомат FOXWELD WECO MIG 327 AC/DC DP – 1 шт.,
• Механизм подачи WECO WF 104/108 – 1 шт.,
• Газовый шланг 1,5 м – 1 шт.,
• Газовые штуцера (для разъёмов: Ø6,4 мм и Ø10 мм) – 2 шт.,
• Разъём управления горелки (5 pin) – 1 шт.,
• Инструкция на источник – 1 шт.,
• Инструкция на механизм подачи – 1 шт.,
• Гарантийный талон – 1 шт.




Отзывы
Отзывов пока нет.