







Описание
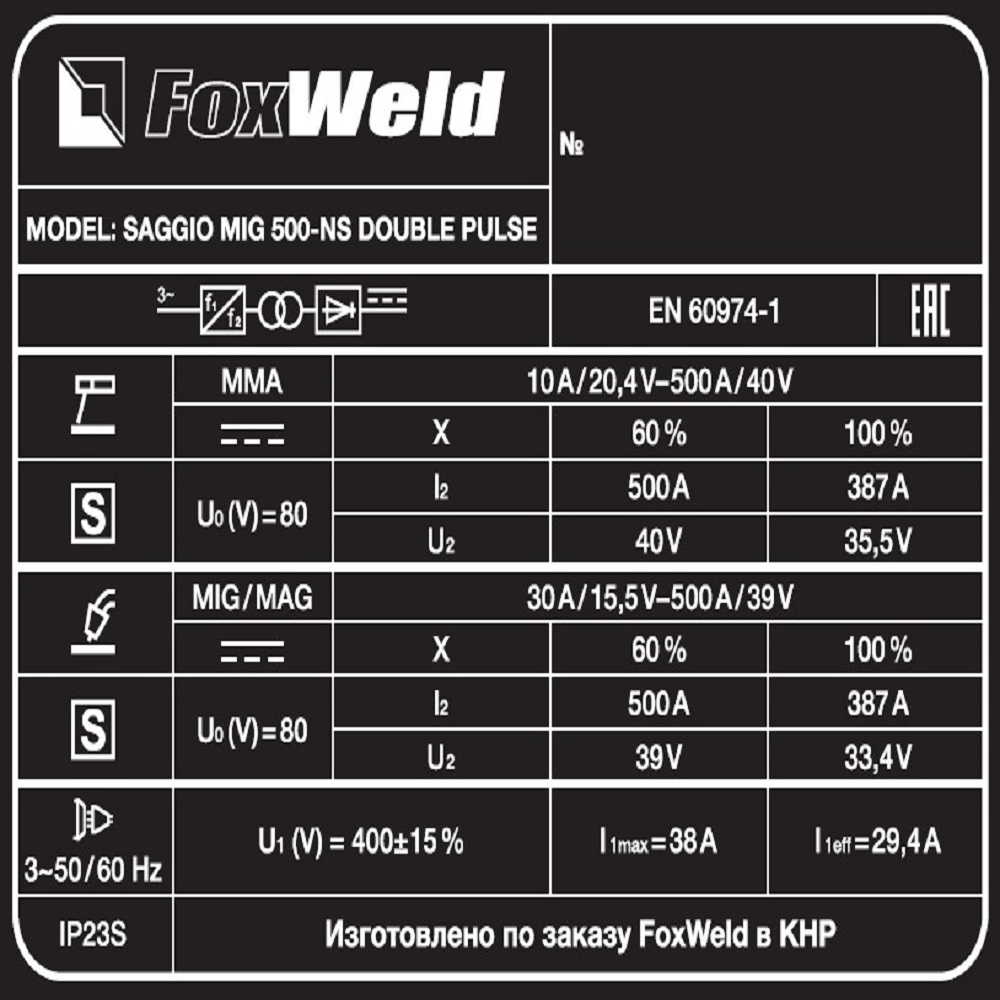
Сварочный полуавтомат инверторного типа FOXWELD SAGGIO MIG 500-NS DOUBLE PULSE предназначен для широкого использования в автоматизации, в отраслях по производству различных стальных конструкций. SAGGIO MIG 500-NS DOUBLE PULSE предоставляет возможность сваривать изделия из углеродистой и нержавеющей стали, а также алюминия и его сплавов. Синергетическая система управления позволяет быстро настроить оборудование под любые задачи. Данная установка имеет следующие виды сварочного процесса: полуавтоматическая сварка (MIG/MAG), в импульсном режиме (MIG PULSE), в режиме двойной импульс (MIG DOUBLE PULSE), а также ручная дуговая сварка штучным электродом с покрытием (ММА). Отдельный механизм подачи проволоки с собственной панелью управления, массивная ручка, платформа на колёсах с местом для размещения баллона с газом – в аппарате есть всё необходимое для крупных промышленных производств и строительства.


РЕЖИМ DOUBLE PULSE
При двойном импульсе скорость подачи проволоки меняется во время сварки в соответствии с заданными параметрами. Режим DOUBLE PULSE идеален для сварки нержавеющей стали и алюминия (также благодаря очищающему воздействию быстрых фронтов переключения), особенно тонких листов, на которых можно добиться уровня качества, равного аргонодуговой сварке (TIG), при этом производительность будет более высокой. В режиме DOUBLE PULSE можно регулировать длительность тока импульса и тока паузы, что позволяет дополнительно управлять внешним видом шва и уменьшать зону термического влияния. Сварка в режиме DOUBLE PULSE упрощает процесс сварки алюминия и его сплавов, а также нержавеющих сталей, обеспечивая высокий уровень надежности соединения.

КОМБИНИРОВАННОЕ УПРАВЛЕНИЕ
В модели используется отдельный съёмный блок механизма подачи (МП) сварочной проволоки с собственной панелью управления. Это даёт возможность настраивать и контролировать процесс сварки как с источника, так и с панели механизма подачи. При работе на монтаже, когда механизм подачи снят с источника и находится на удалении, у сварщика есть возможность управлять основными настройками сварки прямо с панели управления МП.

МНОГОФУНКЦИОНАЛЬНОСТЬ 4-В-1
Благодаря своей многофункциональности и возможности переключения 4 режимов сварки, аппарат позволяет проводить следующие виды работ: полуавтоматическую сварку (MIG/MAG) сплошной проволокой в среде защитного газа, полуавтоматическую сварку в импульсном режиме (MIG PULSE), полуавтоматическую сварку в режиме двойной импульс (MIG DOUBLE PULSE) и ручную дуговую сварку штучным электродом с покрытием (ММА).

РАСШИРЕННЫЙ СИНЕРГЕТИЧЕСКИЙ РЕЖИМ УПРАВЛЕНИЯ
Синергетическое управление дает возможность модифицировать все сварочные параметры, осуществляя регулировку лишь одного из них. Наличие синергетического режима управления позволяет легко и быстро настроить аппарат под любую задачу. Преимущества синергетики: простота в настройке даже неквалифицированным персоналом, быстрая установка сварочных параметров, гарантированное получение качественного сварного соединения. В настройках данного аппарата есть возможность выбора типа свариваемого материала, диаметра проволоки и скорости её подачи, сварочного напряжения и т.д.

4-РОЛИКОВЫЙ МЕХАНИЗМ ПОДАЧИ
В модели используется 4-роликовый механизм подачи сварочной проволоки. Данная конструкция позволяет подавать проволоку в область сварки без рывков и проскальзываний, особенно при использовании длинных сварочных горелок. Также 4 ролика обеспечивают меньшее давление и деформацию сварочной проволоки, что критически важно для качественной и стабильной сварки алюминиевых сплавов.
Преимущества:
- Полуавтомат с отдельным механизмом подачи сварочной проволоки
- Синергетическая система управления позволяет быстро настроить оборудование под любые задачи
- 4-роликовый подающий механизм позволяет стабильно подавать проволоку диаметром до 1,6 мм в зону сварки
- Данная установка позволяет сохранять настройки установленных параметров сварки и воспроизводить их при необходимости
- Понятная панель управления, где все параметры сварки можно настроить или выбрать из уже имеющихся
- Цифровые дисплеи для отображения и настройки параметров сварки
- Клавиша выбора способа сварки (MIG/MAG, MIG Pulse, MIG Double Pulse, MMA)
- Клавиша для настройки выбранного параметра 1 (сварочный ток / скорость подачи проволоки / толщина металла / индуктивность в режиме полуавтоматической сварки / ARC FORCE в режиме ММА)
- Клавиша для настройки выбранного параметра 2 (сварочное напряжение / время продувки газа / время сварки в режиме «SPOT» / SLOPE DOWN / процентное отношение времени импульса / частота импульса / выбор сохраненных настроек JOB
- Клавиша выбора материала для сварки
- Клавиша выбора защитного газа
- Клавиша выбора диаметра сварочной проволоки (0,8 / 1,0 / 1,2 / 1,6)
- Клавиша для выбора режима управления сварочным процессом: SPOT («сварка по времени»)
- 2Т (2-х тактный режим (быстрый)
- SPECIAL 2Т (параметры: Start Increment, Slop Up)
- 4T (4-х тактный режим работы («долгий»)
- Speсial 4Т (многоуровневый режим сварки), при кратковременных нажатиях осуществляются разные режимы сварки, активируются параметры: Start Increment, Slope Up, Crater Filler)
- More (режим внутренних настроек для использования техническим персоналом сервисного центра)
- Клавиша выбора параметра сварки на циклограмме
- Клавиша заправки проволоки в сварочную горелку
- Клавиша настройки расхода защитного газа
- Клавиша сохранения программ
- Клавиша загрузки сохраненной программы
- Регулятор настройки параметров сварки (продувка до / после сварки
- сварка и прочие сварочные параметры)
- Выбор способа охлаждения: воздушное / жидкостное
- Индикатор перегрева / неисправности – для контроля за работой сварочного источника
ОРГАНЫ УПРАВЛЕНИЯ И ИНДИКАЦИИ
ПАНЕЛЬ УПРАВЛЕНИЯ ИСТОЧНИКА ПИТАНИЯ
1. Индикатор перегрева/неисправности: если аппарат работает непрерывно долгое время на большом токе, температура его внутренних компонентов повышается. При достижении критической температуры срабатывает термодатчик, загорается светодиод на передней панели аппарата, напряжение на выходных клеммах пропадает. Через некоторое время, он восстановит свою работоспособность.
2. Цифровой дисплей №1: отображает установленные значения параметров в режиме настройки. В режиме сварки отображает фактические значения сварочного тока.
3. Клавиша для настройки выбранного параметра: сварочный ток (A), скорость подачи проволоки (m/min), толщина металла (mm), индуктивность в режиме MIG/MAG, а также функция «Arc Force» (%) в режиме ММА.
4. Цифровой дисплей №2: отображает установленные значения параметров в режиме настройки. В режиме сварки отображает значения сварочного напряжения.
5. Клавиша для настройки выбранного параметра: сварочное напряжение (V), время продувки газа (sec), время сварки в режиме “Spot» (sec), Slope down (sec), процентное отношение времени импульса (%), частота импульса (Нz), а также выбор сохраненныхнастроек «Job».
6. Клавиша выбора вида сварочного процесса:
• Полуавтоматическая сварка (MIG/MAG)
• Полуавтоматическая сварка в импульсном режиме (MIG PULSE)
• Полуавтоматическая сварка в режиме двойной импульс (MIG DOUBLE PULSE)
• Ручная дуговая сварка (ММА)
7. Клавиша выбора материала для сварки:
• Fe — Углеродистая сталь
• CrNi — Нержавеющая сталь
• АlМg5 — Алюминиево-магниевые сплавы
• AlSi5 — Алюминиево-кремниевые сплавы
• Al99.5 — алюминий без добавлений легирующих элементов
• more — режим внутренних настроек для использования техническим персоналом сервисного центра.
8. Клавиша выбора защитного газа:
• 100%С02 — для сварки углеродистой стали (Fe).
• 82%Аr18%С02 — для сварки углеродистой стали (Fe).
• 98%Аr2%С02 — для сварки нержавеющих сталей (CrNi).
• 100%Аr — для сварки алюминия и его сплавов.
• more — режим внутренних настроек для использования техническим персоналом сервисного центра.
9. Клавиша выбора диаметра сварочной проволоки: 0,8/1,0/1,2/1,6
10. Клавиша выбора режимов управления сварочным процессом (MIG/MAG):
• Spot «сварка по времени» позволяет установить время горения сварочной дуги для прихваток.
• 2Т: 2-х тактный режим. При нажатии кнопки на горелке начинается цикл сварки, отпускаете — заканчивается. Используется для сварки коротких швов.
• Special 2T (SP2Т). При включении этого режима активируются следующие параметры: «Start increment», «Slope up».
• 4T: 4-х тактный режим. Обычно используется для сварки длинных швов. При кратковременном нажатии кнопки на горелке начинается сварочный процесс, при повторном кратковременном нажатии — заканчивается. Также при использовании этого режима активируется функция «Crater filler».
• Special 4Т (SP4Т). Многоуровневый режим сварки. При кратковременных нажатиях осуществляются разные режимы сварки. Активируются параметры: «Start increment», «Slope up», «Crater filler».
11. Клавиша выбора параметра сварки на циклограмме.
12. Клавиша заправки проволоки в сварочную горелку.
13. Клавиша настройки расхода защитного газа.
14. Клавиша сохранения программ.
15. Клавиша загрузки сохраненной программы.
16. Регулятор настройки параметров сварки.
ПАНЕЛЬ УПРАВЛЕНИЯ МЕХАНИЗМА ПОДАЧИ ПРОВОЛОКИ
1. Индикатор перегрева/неисправности: если аппарат работает непрерывно долгое время на большом токе, температура его внутренних компонентов повышается. При достижении критической температуры срабатывает термодатчик, загорается светодиод на передней панели механизма подачи, напряжение на выходных клеммах пропадает. Через некоторое время, он восстановит свою работоспособность.
2. Цифровой дисплей сварочного тока: отображает установленные значения сварочного тока в режиме настройки полуавтоматической, ручной дуговой сварки. В режиме сварки отображает фактические значения сварочного тока.
3. Клавиша для настройки выбранного параметра: сварочный ток (А), скорость подачи проволоки (m/min), толщина металла (mm), индуктивность.
4. Цифровой дисплей сварочного напряжения и параметров сварки: отображает установленные значения в режиме настройке. В режиме сварки отображает значения сварочного напряжения.
5. Клавиша для настройки выбранного параметра: сварочное напряжение (V), время продувки газа (sec), время сварки в режиме Spot (sec), время Slope down (sec), процентное отношение времени импульса (%), частота импульса (Hz).
6. Клавиша заправки проволоки в сварочную горелку.
7. Основной регулятор скорости подачи проволоки/сварочного тока MIG/MAG.
8. Основной регулятор сварочного напряжения MIG/MAG.
9. Клавиши переключения параметров сварки на циклограмме.
10. Клавиша настройки расхода защитного газа.
ЦИКЛОГРАММА ПАРАМЕТРОВ СВАРКИ
ЦИКЛОГРАММА СВАРОЧНОГО ПРОЦЕССА
1. «Gas pre flow» (sec): позволяет настраивать время обдува газом до зажигания дуги. Обеспечивает подачу газового потока в горелку и подготовку зоны сварки.
2. «Start increment» (А): в режиме MIG/MAG: позволяет регулировать величину сварочного тока и напряжения в начальный момент времени, по сравнению с установленной величиной (только в режимах Special 2Т и Special 4Т). В режиме ММА: позволяет регулировать величину тока «Hot Start» и время его работы для облегчения зажигания дуги.
3. «Slope up» (sec): позволяет задавать постепенное изменение между значениями скорости подачи проволоки при зажигании дуги и скоростью подачи в процессе сварки (только в режимах Special 2Т и Special 4Т).
4. «Peak current» (A):
• В режиме MIG/MAG: устанавливает основное значение сварочного тока и напряжения.
• В режиме ММА: устанавливает значение сварочного тока.
5. «Base current» (А): в режиме двойной импульс (MIG DOUBLE PULSE) позволяет устанавливать значение тока паузы и напряжения, также с помощью клавиши можно настроить значение времени (%) и частоты импульса (Hz).
6. «Slope down» (sec): позволяет установить время затухания сварочной дуги.
7. «Crater filler» (А): позволяет установить значение конечного тока и напряжения. Этот параметр позволяет обеспечить оптимальное заполнение кратера, который формируется в конце сварного шва из-за чрезмерно быстрого охлаждения. Она идеально подходит для сварки деталей из нержавеющей стали и алюминия, которые в процессе эксплуатации должны подвергаться давлению или нагрузкам (только в режимах 4Т и Special 4Т).
8. «Gas post flow» (sec): позволяет настраивать время обдува газом после сварки. Чтобы избежать окисления разогретой детали.
ПАРАМЕТРЫ СВАРКИ НА ЦИКЛОГРАММЕ
1. «Start increment» (А): позволяет регулировать величину сварочного тока и напряжения в начальный момент времени, по сравнению с установленной величиной (только в режимах Special 2Т и Special 4Т).
2. «Peak current» (А): устанавливает основное значение сварочного тока и напряжения.
3. «Base current» (А): в режиме двойной импульс (MIG DOUBLE PULSE) позволяет устанавливать значение тока паузы и напряжения, также можно настроить значение времени (sec) и частоты импульса (Hz).
4. «Crater filler» (А): позволяет установить значение конечного тока и напряжения. Этот параметр позволяет обеспечить оптимальное заполнение кратера, который формируется в конце сварного шва из-за чрезмерно быстрого охлаждения. Она идеально подходит для сварки деталей из нержавеющей стали и алюминия, которые в процессе эксплуатации должны подвергаться давлению или нагрузкам (только в режимах 4Т и Special 4Т).
СОХРАНЕНИЕ ПРОГРАММ
Наличие ячеек памяти позволяет сохранять настройки установленных параметров сварки, часто повторяемых задач и воспроизводить их при необходимости, что значительно сокращает время наладки оборудования.
РЕЖИМЫ
РЕЖИМ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ MIG / MAG:
• СИНЕРГЕТИЧЕСКИЙ РЕЖИМ: регулировать процесс сварки весьма трудно, и это связано со многими различными переменными параметрами: тип материала, диаметр проволоки и скорость подачи. Следовательно, есть потребность в применении определенных программ, для улучшения контроля над сварочным процессом. Синергетический режим дает возможность модифицировать все сварочные параметры, осуществляя регулирование лишь единственного параметра, позволяя управлять сварочным аппаратом всего лишь с помощью одного потенциометра. В этом случае, имеются следующие преимущества: простота в настройке даже неквалифицированным персоналом, быстрая установка сварочных параметров, гарантированное получение качественного сварного соединения.
• РЕЖИМ MIG PULSE: при сварке в импульсном режиме, регулируя ток сварки, можно получить импульсный управляемый перенос материала (без разбрызгивания и с высокой концентрацией), при среднем управляемом потреблении энергии, которое обычно ниже, чем при струйном переносе.
• РЕЖИМ MIG DOUBLE PULSE: при сварке с двойными импульсами, скорость подачи проволоки меняется во время сварки в соответствии с заданными параметрами. Этот режим сварки необходим, чтобы создать достаточный провар и хороший внешний вид сварного шва. Также облегчается управление расплавленной ванной при сварке в разных пространственных положениях. Данный режим идеален для сварки нержавеющей стали и алюминия (также благодаря очищающему воздействию быстрых фронтов переключения), особенно тонких листов, на которых можно добиться уровня качества, равного аргонодуговой сварке (TIG), при этом производительность будет более высокой.
РЕЖИМЫ УПРАВЛЕНИЯ СВАРОЧНЫМ ПРОЦЕССОМ:
• Режим Spot (Точечная сварка): при нажатии кнопки на горелке начинается продувка газа, установленная по времени (Gas pre flow), и зажигается дуга (Peak current) и горит в установленное время. Далее начинает затухать по заданному времени (Slope down).
• Режим Spot (Двухуровневый режим сварки): позволяет установить разное значение сварочного тока по времени. При нажатии кнопки горелки, подается основной сварочный ток в заданное время (Peak current), когда дуга начинает гаснуть, подается установленный конечный ток (Crater filler) при заданном времени (Crater filler>,0 sec). Если отпустить кнопку, дуга погаснет, в противном случае цикл повторяется.
• 2-тактный режим: при нажатии кнопки на горелке начинается установленная по времени продувка газа (Gas pre flow), затем происходит зажигание сварочной дуги, активируется ток (скорость подачи),напряжение на проволоке (Peak current), при отпускании кнопки ток снижается до нуля, подача проволоки прекращается, а напряжение подается по заданному времени (Slope down), газ продолжает истекать в течение установленного времени (Gas post flow),
• Special 2T (SP2T): при нажатии кнопки на горелке поступает установленная по времени продувка газа (Gas pre flow), далее зажигается сварочная дуга активируется начальный ток (скорость подачи), установленный в амперах (Start increment), и его работа по времени в секундах (Slope up). Затем скорость подача, ток и напряжение на проволоке меняются на основные значения (Peak current), при отпускании кнопки ток снижается до нуля, подача проволоки прекращается, а напряжение подается по заданному времени (Slope down), газ продолжает истекать в течение установленного времени (Gas post flow).
• 4-тактный режим: первое нажатие кнопки осуществляет предварительную продувку газа (Gas pre flow), после зажигания сварочной дуги кнопка отпускается, появляется ток (скорость подачи) и напряжение (Peak current). При последующем нажатии кнопки ток снижается по заданному времени (Slope down). Toк (скорость подачи) и напряжение достигают величины, установленной для режима (Crater filler), при окончательном отпускании продувка газа будет продолжаться в течение заданного времени (Gas post flow).
• Special 4T (SP4T): при нажатии кнопки на горелке поступает установленная по времени продувка газа (Gas pre flow), далее зажигается сварочная дуга активируется начальный ток (скорость подачи), установленный в амперах (Start increment). При последующем отпускании кнопки на горелке активируется время перехода от начального до основного сварочного тока в секундах (Slope up). После истечения установленного времени перехода ток (скорость подачи) и напряжение на проволоке меняются на основные значения (Peak current). При повторном нажатии кнопки, ток снижается за время, заданного в секундах (Slope down) до конечного значения (Crater filler), установленного в амперах. При повторном отпускании кнопки дуга гаснет, газ продолжает истекать в течение установленного времени (Gas post flow).
ИНТЕЛЛЕКТУАЛЬНОЕ ОХЛАЖДЕНИЕ
Интеллектуальная система охлаждения снижает загрязнение инвертора, уменьшает энергопотребление на холостом ходу и уровень шума. Эта функция полезна при работе в небольших помещениях или где присутствуют металлические стены, шум вентилятора не будет отвлекать от работы.
Применение:





Комплектация:
• Сварочный полуавтомат FOXWELD SAGGIO MIG 500-NS DOUBLE PULSE – 1 шт.,
• Горелка MIG-500 с жидкостным охлаждением, 3 м – 1 шт.,
• Блок охлаждения – 1 шт.,
• Тележка – 1 шт.,
• Комплект кабелей 5 м – 1 шт.,
• Ролик U-образный 1,2 — 1,6 – 4 шт.,
• Зажим для заземления с кабелем 50 мм², 3 м – 1 компл.,
• Хомут – 2 шт.,
• Инструкция + гарантийный талон – 1 компл.,
ЗИП:
• Тефлоновый канал 1,2 — 1,6 – 1 шт.,
• Ролик U-образный 0,8 — 1,0 – 4 шт.,
• Ролик V-образный 0,8 — 1,0 – 2 шт.,
• Ролик V-образный 1,2 — 1,6 – 2 шт.,
• Наконечник – 3 шт.,
• Ключ шестигранный – 1 шт.,
• Предохранитель – 5 шт.




Отзывы
Отзывов пока нет.