




Описание
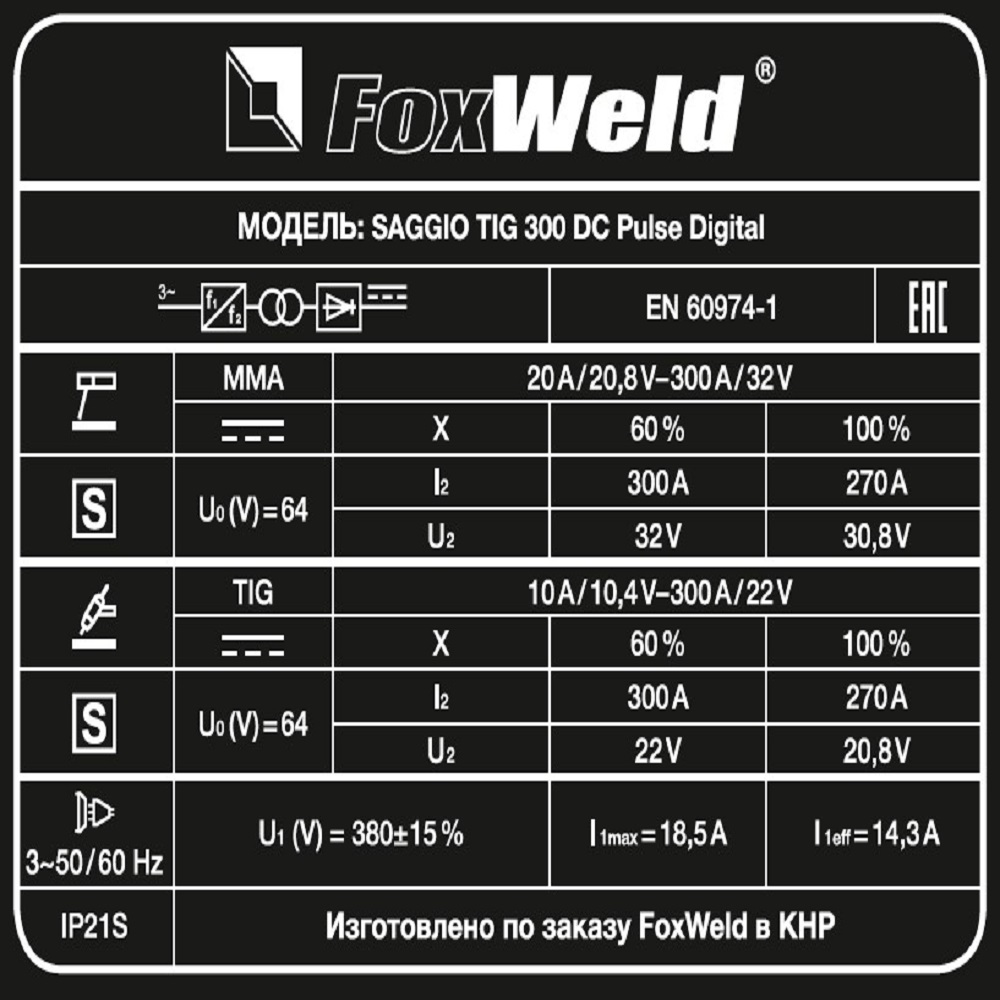
Аппарат аргонодуговой сварки FOXWELD SAGGIO TIG 300 DC PULSE DIGITAL — современная инверторная аргонодуговая установка с полностью цифровым управлением, позволяющая работать на постоянном токе (сварка сталей, меди, титана и пр.). SAGGIO TIG 300 DC PULSE DIGITAL предназначен для следующих способов сварки: ручная дуговая сварка (ММА) покрытыми штучными электродами, аргонодуговая сварка на постоянном токе с бесконтактным поджигом дуги (TIG DC HF) и аргонодуговая сварка на постоянном токе с возбуждением дуги касанием вольфрамового электрода (ТIG DC LIFТ SТART). Режим импульсной сварки значительно уменьшает тепловложение в свариваемые детали, что позволяет работать с тонкостенным металлом. Данная установка позволяет сохранять настройки установленных параметров сварки и воспроизводить при необходимости.

РЕЖИМ PULSE
Режим PULSE упрощает процесс сварки алюминия и его сплавов, а также нержавеющих сталей, обеспечивая высокий уровень надежности соединения. В отличие от короткого замыкания, импульсная сварка не создает брызг и предотвращает залипание. Качество и удобство импульсного процесса позволяет сваривать швы разной сложности сварщику с незначительным опытом.

МНОГОФУНКЦИОНАЛЬНОСТЬ 3-В-1
Благодаря своей многофункциональности, аргонодуговая установка может работать в режимах TIG LIFT, импульсном режиме на постоянном токе TIG DC PULSE, а также в режиме ручной дуговой сварки MMA.

ИНТЕЛЛЕКТУАЛЬНОЕ ОХЛАЖДЕНИЕ
Интеллектуальная система охлаждения снижает загрязнение инвертора, уменьшает энергопотребление на холостом ходу и уровень шума. Эта функция полезна при работе в небольших помещениях или где присутствуют металлические стены, шум вентилятора не будет отвлекать от работы.

СОХРАНЕНИЕ ПРОГРАММ
Наличие ячеек памяти позволяет сохранять настройки установленных параметров сварки, часто повторяемых задач и воспроизводить их при необходимости, что значительно сокращает время наладки оборудования.

НЕБОЛЬШОЙ ВЕС
Небольшой вес и размеры сварочного аппарата плюс ручка на корпусе добавляют мобильности, компактности и идеально подходят для бытового и полупрофессионального использования.
Преимущества:
- Цифровой дисплей тока и параметров сварки показывает установленное значение текущего параметра
- Цифровой дисплей сохранения программ отображает номера ячеек для сохранения сварочного процесса
- Индикатор сети сигнализирует о готовности к работе
- Основной переключатель настроек имеет два режима работы. Регулятор устанавливает значение текущего параметра. Вращением по часовой стрелке увеличивается, против часовой – уменьшается на единицу измерения. Кнопка переключения параметров сварки: при нажатии на кнопку можно выбрать любой параметр, представленный на циклограмме
- Продувка перед сваркой — регулировка времени продувки перед началом сварочного процесса чтобы избежать окисления вольфрамового электрода и свариваемой детали
- Функция «Hot Start» (в режиме ММА) позволяет регулировать в начальный момент сварочного процесса кратковременное повышение величины сварочного тока для облегчения зажигания дуги, в процентном соотношении от установленной величины основного сварочного тока
- Функция «Arc Force» (в режиме ММА) позволяет стабилизировать дугу в процессе сварки, препятствуя при этом залипанию сварочного электрода, в процентном соотношении от установленной величины основного сварочного тока
- Время нарастания сварочного тока устанавливает время перехода от начального к основному значению сварочного тока
- Время импульсов (в режиме PULSE) позволяет регулировать длительность (ширину) импульсов, время импульса ко времени паузы, в процентном соотношении
- Частота импульсов (в режиме PULSE) позволяет изменять частоту импульсов. С увеличением частоты сварочная дуга концентрируется, уменьшается ширина конуса дуги, увеличивается проплавление свариваемой детали
- Ток паузы (в режиме PULSE) устанавливает величину сварочного тока во время паузы импульсного режима сварки, в процентном соотношении от установленной величины основного сварочного тока
- Продувка после сварки позволяет регулировать время продувки после сварки, чтобы избежать окисления разогретых электрода и детали
- Переключатель режима 2Т/4Т позволяет установить 2-х тактный или 4-х тактный режим управления циклом сварки. 2-х тактный режим («быстрый»): при нажатии кнопки на аргонодуговой горелке начинается цикл сварки, отпускаете – заканчивается. 4-х тактный режим («долгий»): обычно используется для длинных швов (при кратковременном нажатии кнопки на аргонодуговой горелке начинается сварочный процесс, при повторном кратковременном нажатии – заканчивается)
ИНДИКАТОРЫ
1. ЦИФРОВОЙ ДИСПЛЕЙ ТОКА И ПАРАМЕТРОВ СВАРКИ
Показывает установленное значение текущего параметра.
2. ЦИФРОВОЙ ДИСПЛЕЙ СОХРАНЕНИЯ ПРОГРАММ
Отображает номера ячеек для сохранения сварочного процесса.
3. ИНДИКАТОР СЕТИ
Сигнализирует о готовности к работе.
4. ИНДИКАТОР ПЕРЕГРЕВА
Если аппарат работает непрерывно долгое время на большом токе, температура его внутренних компонентов может превысить допустимую. Чтобы этого избежать, прекратите работу при включении индикатора, но не выключайте аппарат. Через некоторое время, он сможет восстановить свою работоспособность.
5. ИНДИКАТОР НЕИСПРАВНОСТИ
Если в процессе работы возникает нетипичное для рабочего процесса явление, загорается светодиод, тогда Вы должны отключить электропитание и повторно включить аппарат, если ситуация не изменилась и светодиод продолжает гореть, пожалуйста, обратитесь в сервисный центр.
ОСНОВНЫЕ ЭЛЕМЕНТЫ УПРАВЛЕНИЯ НА ПЕРЕДНЕЙ ПАНЕЛИ
6. ОСНОВНОЙ ПЕРЕКЛЮЧАТЕЛЬ НАСТРОЕК имеет два режима работы:
• РЕГУЛЯТОР устанавливает значение текущего параметра. Вращением по часовой стрелке увеличивается, против часовой — уменьшается на единицу измерения.
• Кнопка переключения параметров сварки: при нажатии на кнопку можно выбрать любой параметр, представленный на циклограмме.
7. ПРОДУВКА ПЕРЕД СВАРКОЙ
Регулировка времени продувки перед началом сварочного процесса, чтобы избежать окисления вольфрамового электрода и свариваемой детали.
8. ФУНКЦИЯ «ПОДЖИГ» (В РЕЖИМЕ ММА)
Позволяет регулировать в начальный момент сварочного процесса кратковременное повышение величины сварочного тока для облегчения зажигания дуги, в процентном соотношении от установленной величины основного сварочного тока,
9. ФУНКЦИЯ «ФОРСАЖ» (В РЕЖИМЕ ММА)
Позволяет стабилизировать дугу в процессе сварки, препятствуя при этом залипания сварочного электрода, в процентном соотношении от установленной величины основного сварочного тока.
10. НАЧАЛЬНЫЙ ТОК
Устанавливает значение сварочного тока в начале сварочного процесса. Позволяет изменить глубину проплавления свариваемой детали в начальный момент после зажигания дуги, в процентном соотношении от установленной величины основного сварочного тока.
11. ВРЕМЯ НАРАСТАНИЯ СВАРОЧНОГО ТОКА
Устанавливает время перехода от начального к основному значению сварочного тока.
12. ТОК СВАРКИ
Устанавливает основное значение сварочного гока, в импульсном режиме устанавливает значение тока импульса.
13. ВРЕМЯ ИМПУЛЬСА (В РЕЖИМЕ PULSE)
Позволяет регулировать длительность (ширину) импульсов, время импульса ко времени паузы, в процентном соотношении.
14. ЧАСТОТА ИМПУЛЬСА (В РЕЖИМЕ PULSE)
Позволяет изменять частоту импульсов. С увеличением частоты сварочная дуга концентрируется, уменьшается ширина конуса дуги, увеличивается проплавление свариваемой детали.
15. ТОК ПАУЗЫ (В РЕЖИМЕ PULSE)
Устанавливает величину сварочного тока во время паузы импульсного режима сварки, в процентном соотношении от установленной величины основного сварочного тока.
16. СПАД
Устанавливает время плавного снижения тока после завершения сварки в зоне конечного кратера. Позволяет избежать образованию воронки в конце сварного шва.
17. КОНЕЧНЫЙ ТОК
Устанавливает величину сварочного тока в конце сварке, в процентном соотношении от установленной величины основного сварочного тока,
18. ПРОДУВКА ПОСЛЕ СВАРКИ
Позволяет регулировать время продувки после сварки, чтобы избежать окисления разогретых электрода и детали.
КЛАВИШИ ПЕРЕКЛЮЧЕНИЯ:
19. СЕТЕВОЙ ВЫКЛЮЧАТЕЛЬ
Включение/выключение установки (расположен на задней панели аппарата).
20. ПЕРЕКЛЮЧАТЕЛЬ РЕЖИМОВ СВАРКИ:
• Аргонодуговая сварка с возбуждением дуги бесконтактным способом с помощью высокочастотного осциллятора (TIG HF).
• Аргонодуговая сварка с возбуждением дуги касанием вольфрамового электрода (TIG Lift).
• Ручная дуговая сварка (ММА),
21. ПЕРЕКЛЮЧАТЕЛЬ РЕЖИМА PULSE
Позволяет перейти на импульсный режим сварки,
22. ПЕРЕКЛЮЧАТЕЛЬ РЕЖИМА 2Т/4Т
Позволяет установить 2-х тактный или 4-х тактный режим управления циклом сварки.
• 2T 2-х тактный режим («быстрый»): при нажатии кнопки на аргонодуговой горелке начинается цикл сварки, отпускаете — заканчивается.
• 4Т 4-х тактный режим («долгий»): обычно используется для длинных швов (при кратковременном нажатии кнопки на аргонодуговой горелке начинается сварочный процесс, при повторном кратковременном нажатии — заканчивается).
23. КЛАВИША «ПРОГРАММА»
Позволяет выбрать номер ячейки для сохранения и загрузки программ.
24. КЛАВИША «ВЫБОР»
Позволяет активировать функцию сохранения и загрузки программ, также служит для подтверждения выбранной функции.
РЕЖИМ TIG LIFT
Максимальный ток в 300 А, выдаваемый источником питания, позволяет применять вольфрамовые электроды диаметрами от 1,0 до 3,2 мм,
Мягкий и стабильный контактный поджиг дуги,
Аргонодуговая сварка постоянным током позволяет работать со сплавами меди, титана и марганца.
РЕЖИМ MMA
Возможность работать электродами диаметром от 2 до 4 мм,
Диапазон регулировки сварочного тока 20 — 300 А,
Функция AntiSticking (Антизалипание),
Функция Arc Force (форсаж дуги) с возможностью регулировки,
Функция Hot Start (горячий старт) с возможностью регулировки.
Применение:





Комплектация:
• Аппарат аргонодуговой сварки FOXWELD SAGGIO TIG 300 DC PULSE DIGITAL – 1 шт.,
• Горелка TIG WP-18, 4 м – 1 шт.,
• Зажим для заземления с кабелем – 1 компл.,
• Газовый шланг – 1 шт.,
• Керамическое сопло – 3 шт.,
• Хомут – 2 шт.,
• Цанга – 2 шт.,
• Длинный колпачок – 1 шт.,
• Короткий колпачок – 1 шт.,
• Инструкция + гарантийный талон – 1 компл.




Отзывы
Отзывов пока нет.