






Описание
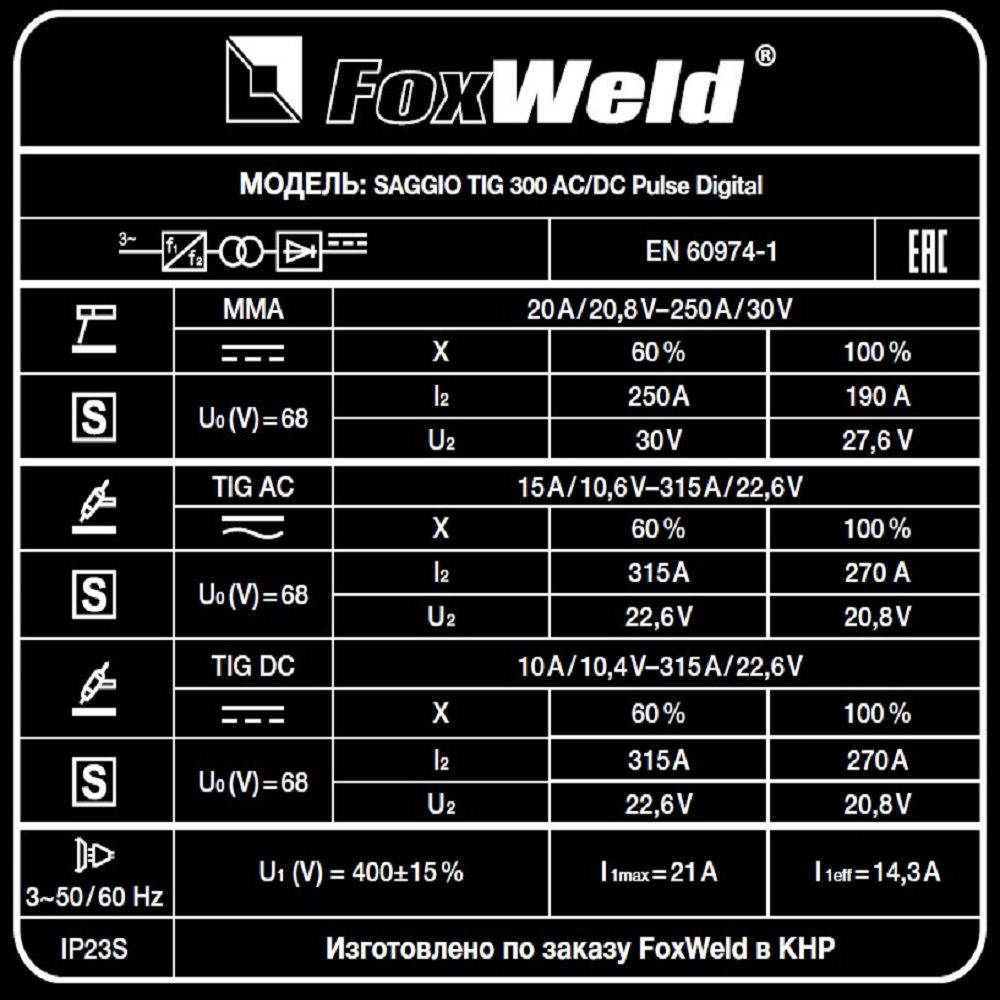
Аппарат аргонодуговой сварки FOXWELD SAGGIO TIG 300 AC/DC Pulse Digital является современной инверторной аргонодуговой установкой, позволяющей работать как на постоянном (сварка сталей, меди, титана и пр.), так и на переменном токе (сплавы алюминия, магния, медные сплавы больших толщин и пр., где требуется удаление окислов со свариваемой поверхности). Основным принципом AC/DC установки является использование двойного инвертора и создание полуволн прямоугольной формы, которые делают сварочную дугу более стабильной, увеличивают тепловложение и очищающий эффект. Коэффициент полезного действия машин более 85%, они являются энергосберегающими по сравнению с традиционными трансформаторными установками. SAGGIO TIG 300 AC/DC Pulse Digital имеет функцию импульсного режима на постоянном и переменном токе. По сравнению с обычным режимом, импульсный уменьшает тепловложение, улучшает стабилизацию дуги особенно на малых токах. Цифровой дисплей на панели управления и циклограмма рабочего процесса отображают параметры сварки в реальном времени. Максимальный сварочный ток 315 ампер в режиме TIG сварки, 2 мощные ручки на корпусе, возможность подключения пульта или педали дистанционного управления сварочным током – в установке есть всё необходимое для крупных промышленных производств и строительства. Данная установка позволяет сохранять настройки установленных параметров сварки и воспроизводить их при необходимости. Сферы применения — сварка ёмкостей и арматуры в пищевой отрасли, работа с металлами в авиастроении и на корабельных вервях. Модель широко применяется в машиностроении и автостроении, в ремонтных мастерских и в железнодорожных депо. На всю линейку аппаратов серии SAGGIO предоставляется расширенная гарантия в 5 лет.

РЕЖИМ PULSE
Режим PULSE упрощает процесс сварки алюминия и его сплавов, а также нержавеющих сталей, обеспечивая высокий уровень надежности соединения. В отличие от короткого замыкания, импульсная сварка не создает брызг и предотвращает залипание. Качество и удобство импульсного процесса позволяет сваривать швы разной сложности сварщику с незначительным опытом. Импульсный режим на переменном и постоянном токе дает возможность высококачественной сварки тонкостенных изделий из нержавейки и алюминия.

СВАРКА ПЕРЕМЕННЫМ И ПОСТОЯННЫМ ТОКОМ
Возможность работать как на постоянном (сварка стали, меди, титана), так и на переменном токе (сплавы алюминия, магния, медные сплавы больших толщин, где требуется удаление окислов со свариваемой поверхности).

СОХРАНЕНИЕ ПРОГРАММ
Наличие ячеек памяти позволяет сохранять настройки установленных параметров сварки, часто повторяемых задач и воспроизводить их при необходимости, что значительно сокращает время наладки оборудования.

ИНФОРМАТИВНАЯ ПАНЕЛЬ УПРАВЛЕНИЯ
Удобная настройка режимов сварки с помощью информативной панели управления и LCD экрана. В аппарате большое количество функций и опций, которые настраиваются с помощью специальных кнопок. На цифровом дисплее в зависимости от выбранного параметра отображаются значения сварочного тока, напряжения, функций Hot Start и Arc Force в режиме MMA, время продувки, нарастания и спада тока, время импульса, частота и баланс полуволн переменного тока, ток паузы в режиме TIG. Наглядная циклограмма показывает индикацию таких процессов и параметров, как продувка, поджиг, начальный ток, нарастание, время и частота импульса, ток паузы, форсаж, спад, конечный ток.

РАЗЪЁМ ДУ
Инвертор имеет возможность подключения пульта дистанционного управления, что позволяет регулировать сварочный ток непосредственно вблизи проведения сварочных работ даже при большой длине сварочных кабелей. Например, при аргонодуговой сварке, когда обе руки сварщика заняты, педаль дистанционного управления, работающая по принципу автомобильной педали газа (акселератора), позволяет управлять током сварки в процессе работы, создавая условия для получения максимального качества сварного шва.
Преимущества:
- Работа в четырёх режимах TIG: TIG AC (аргонодуговая сварка переменным током), TIG DC (аргонодуговая сварка постоянным током), TIG AC PULSE (аргонодуговая сварка переменным током импульсным режимом), TIG DC PULSE (аргонодуговая сварка постоянным током импульсным режимом)
- Два типа поджига сварочной дуги: HF (высокочастотный бесконтактный способ), TIG LIFT (контактный поджиг)
- Систему управления аппарата позволяет создавать и сохранять собственные программы аргонодуговой сварки: в режиме TIG можно создать и сохранить 10 программ
- Мощный и эффективный вентилятор создаёт цельно направленный воздушный поток, который отводит тепло от нагреваемых электронных компонентов, установленных внутри корпуса
- Очень удобная панель управления и информирования: экран и светодиодные индикаторы, множество кнопок выбора параметров сварки, информативный экран и циклограмма, на которой отражены точки сварочного процесса TIG
- На сварочном источнике можно дистанционно управлять силой сварочного тока через специальный порт, подключив внешнюю педаль регулировки параметра тока
- Режим импульсной сварки значительно уменьшает тепловложение в свариваемые детали, что позволяет работать с тонкостенным металлом
- Работа на переменном (AC) или на постоянном (DC) токе позволяет сваривать детали из следующих сплавов: сталь, медь, алюминий, титан, магний.В режиме ручной дуговой сварки (ММА) можно регулировать Hot Start (Горячий старт) и Arc Force (Форсаж дуги), есть опция антиприваривание электрода в процессе сварки (Antisticking)
ОСНОВНЫЕ ЭЛЕМЕНТЫ УПРАВЛЕНИЯ НА ПЕРЕДНЕЙ ПАНЕЛИ
ИНДИКАТОРЫ:
1. ЦИФРОВОЙ ДИСПЛЕЙ в зависимости от выбранного параметра отображает значения: сварочный ток, функции Hot Start, Arc Force в режиме ММА. Время продувки, нарастания и спада тока, время импульса, частота переменного тока, баланс полуволн переменного тока, ток паузы в режиме TIG.
2. ИНДИКАТОР ПИТАНИЯ указывает на наличие напряжения на выходных клеммах. Индикатор загорается во время процесса сварки. Также в режиме ручной дуговой сварки (ММА) данный индикатор работает постоянно.
3. ИНДИКАТОР ПЕРЕГРЕВА: если аппарат работает непрерывно долгое время на большом токе, температура его внутренних компонентов может превысить допустимую. Чтобы этого избежать, прекратите работу при включении индикатора, но не выключайте аппарат. Через некоторое время (2-3 мин), он сможет восстановить свою работоспособность.
4. ИНДИКАТОР ДУ: показывает готовность к работе дистанционного устройства.
РЕГУЛЯТОРЫ:
5. ОСНОВНОЙ РЕГУЛЯТОР: устанавливает значение текущего параметра. Вращением по
часовой стрелке увеличивается, против часовой — уменьшается на единицу измерения.
КЛАВИШИ ПЕРЕКЛЮЧЕНИЯ:
СЕТЕВОЙ ВЫКЛЮЧАТЕЛЬ: включение/выключение установки (расположен на задней панели аппарата).
ПЕРЕКЛЮЧАТЕЛЬ РЕЖИМОВ СВАРКИ:
• Аргонодуговая сварка с возбуждением дуги бесконтактным способом с помощью высокочастотного осциллятора (TIG HF).
• Аргонодуговая сварка с возбуждением дуги касанием вольфрамового электрода (TIG Lift).
• Ручная дуговая сварка (ММА).
ПЕРЕКЛЮЧАТЕЛЬ ПЕРЕМЕННОГО/ПОСТОЯННОГО ТОКА (AC/DC): поставьте в положение «АС» для сварки переменным током (алюминиевые и магниевые сплавы). Для сварки постоянным током — в положение «DC» (различные стали, титан, медные сплавы).
КНОПКИ ДЛЯ ПЕРЕКЛЮЧЕНИЯ ПАРАМЕТРОВ СВАРКИ позволяют выбрать любой параметр сварки для его последующей настройки.
ПЕРЕКЛЮЧАТЕЛЬ РЕЖИМА PULSE позволяет перейти на импульсный режим сварки.
ПЕРЕКЛЮЧАТЕЛЬ РЕЖИМА 2Т/4Т позволяет установить 2-х тактный или 4-х тактный режимы управления циклом сварки.
• 2Т 2-х тактный режим («быстрый»): при нажатии кнопки на аргонодуговой горелке начинается цикл сварки, отпускаете — заканчивается.
• 4Т 4-х тактный режим («долгий»): обычно используется для длинных швов (при кратковременном нажатии кнопки на аргонодуговой горелке начинается сварочный процесс, при повторном кратковременном нажатии — заканчивается).
КНОПКА ДЛЯ ПРОДУВКИ ЗАЩИТНОГО ГАЗА позволяет точно настроить расход защитного газа, не используя при этом кнопку на аргонодуговой горелке.
Клавиша «Сохранить» позволяет сохранять параметры сварочного процесса.
Клавиша «Загрузить» позволяет загружать сохраненные параметры сварочного процесса.
ЦИКЛОГРАММА ПАРАМЕТРОВ СВАРКИ
ПРОДУВКА ПЕРЕД СВАРКОЙ: регулировка времени продувки перед началом сварочного процесса.
ФУНКЦИЯ «ПОДЖИГ» (в режиме ММА) позволяет регулировать в начальный момент сварочного процесса кратковременное повышение величины сварочного тока, по сравнению с установленной величиной, для облегчения зажигания дуги.
ФУНКЦИЯ «ФОРСАЖ» (в режиме ММА) позволяет стабилизировать ток при изменениях длины дуги, препятствуя при этом привариванию сварочного электрода.
БАЛАНС АС (только в режиме TIG АС): устанавливает процентное отношение положительной полуволны по отношению к отрицательной. Во время положительной полуволны происходит очищение от окисной пленки поверхности металла. Во время отрицательной полуволны — проплавление металла.
ЧАСТОТА АС (только в режиме TIG АС) позволяет регулировать выходную частоту переменною тока.
НАЧАЛЬНЫЙ ТОК устанавливает значение сварочного тока в начале сварочного процесса. Позволяет изменить глубину проплавления свариваемой детали в начальный момент после зажигания дуги.
НАРАСТАНИЕ устанавливает время перехода от начального к основному значению сварочного тока.
ТОК СВАРКИ устанавливает основное значение сварочного тока, в режиме Pulse отображает величину тока импульса.
ВРЕМЯ ИМПУЛЬСА (в режиме Pulse) позволяет регулировать длительность (ширину) импульсов, соотношение между временем импульса и временем паузы,
ЧАСТОТА ИМПУЛЬСА (в режиме Pulse) позволяет изменять частоту импульсов. С увеличением частоты сварочная дуга концентрируется, уменьшается ширина конуса дуги.
ТОК ПАУЗЫ (в режиме Pulse) устанавливает величину сварочного тока во время паузы импульсного режима сварки, в процентном отношении к величине тока импульса,
СПАД устанавливает время плавного снижения тока после завершения сварки в зоне конечного кратера. Позволяет избежать образованию воронки в конце сварного шва.
КОНЕЧНЫЙ ТОК устанавливает величину сварочного тока в конце сварке.
ПРОДУВКА ПОСЛЕ СВАРКИ позволяет регулировать время продувки после сварки, чтобы избежать окисления разогретых электрода и детали.
РЕЖИМ TIG LIFT
Сварочный ток от 15 до 315 ампер позволяет осуществлять сварку неплавящимся вольфрамовым электродом деталей любой толщины,
Мягкий и стабильный контактный поджиг дуги,
Аргонодуговая сварка постоянным током позволяет работать со сплавами меди, титана и чугуна,
Режим работы горелки: 2T, 4T
РЕЖИМ MMA
Может работать с диаметром покрытого электрода до 5 мм,
Выставляется ток сварки от 20 до 250 ампер,
Функция Arc Force (форсаж дуги),
Функция Hot Start (горячий старт),
Функция Anti-Sticking (антиприлипание)
ФУНКЦИЯ BALANCE AC
Возможность регулировки времени и амплитуды сварочного сигнала в положительной или отрицательной полярности. Данная функция обеспечивает отличный контроль проплавления и чистоты дуги со значительным сокращением боковых подрезов металла.
Применение:





Комплектация:
• Сварочный полуавтомат SAGGIO TIG 300 AC/DC Pulse Digital – 1 шт.,
• Горелка TIG-18, 5 м c комплектом ЗИП – 1 шт.,
• Зажим для заземления с кабелем – 1 шт.,
• Рукав для подачи газа – 1 компл.,
• Инструкция – 1 шт.,
• Гарантийный талон – 1 шт.




Отзывы
Отзывов пока нет.