








Описание
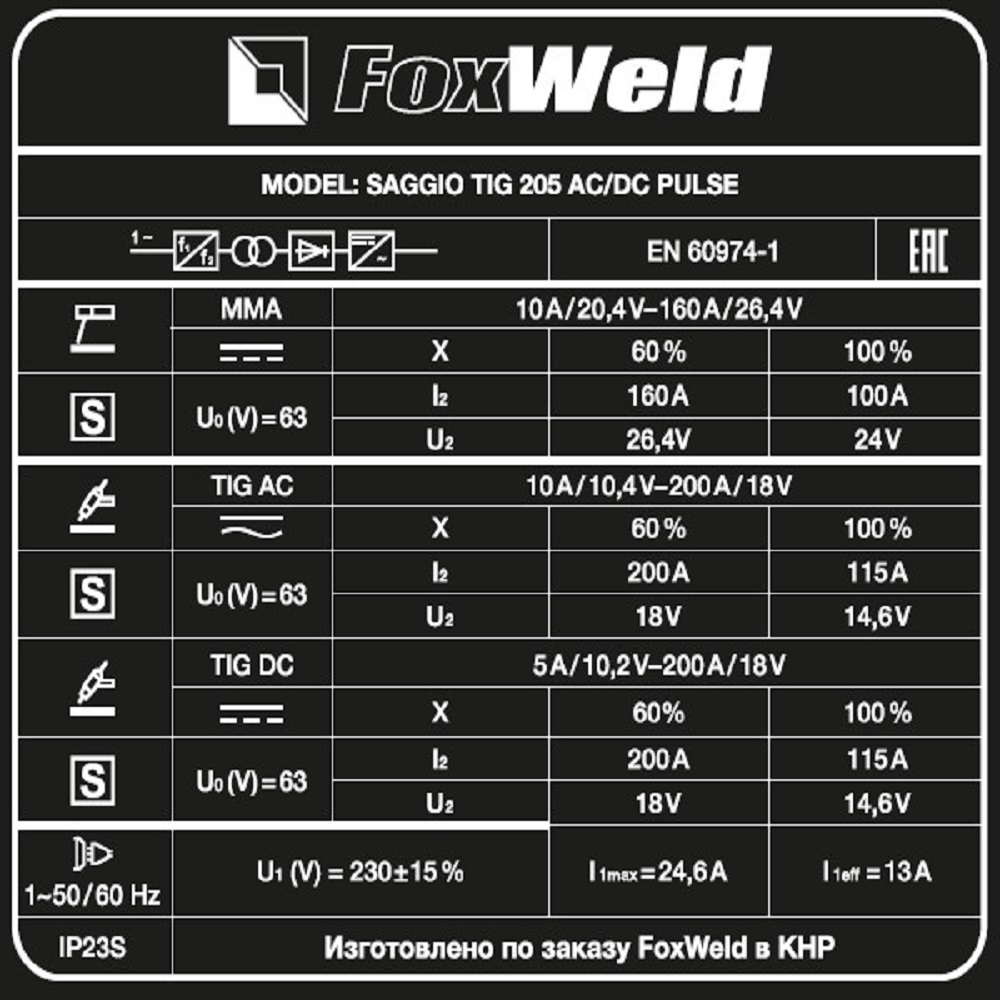
Сварочный аппарат аргонодуговой сварки FOXWELD SAGGIO TIG 205 AC/DC PULSE предназначен для сварки практически всех типов металлов и сплавов, включая титан и алюминий. Простая цифровая панель управления значительно облегчает процесс настройки режимов и сокращает время подготовительных операций, тем самым увеличивая производительность. Блок Коррекции Мощности (PFC) снижает пиковое потребление тока и обеспечивает работу на максимальной мощности при малых значениях предохранителя сети. Наличие ячеек памяти позволяет сохранить в памяти аппарата до 20 индивидуальных настроек наиболее часто повторяемых задач, что сокращает время наладки оборудования. Импульсный режим на переменном и постоянном токе дает возможность высококачественной сварки тонкостенных изделий из нержавейки и алюминия. Цифровой дисплей на панели управления и циклограмма рабочего процесса отображают параметры сварки в реальном времени. Максимальный сварочный ток 200 ампер в режиме TIG сварки, мощная ручка на корпусе, возможность подключения пульта или педали дистанционного управления сварочным током – в установке есть всё необходимое для крупных промышленных производств и строительства. Модель широко применяется в машиностроении и автостроении, в ремонтных мастерских и в железнодорожных депо. На всю линейку аппаратов серии SAGGIO предоставляется расширенная гарантия в 5 лет.


СВАРКА АЛЮМИНИЯ
Сварка алюминия широко востребована в производстве, т.к. этот металл часто используется в качестве конструкционных материалов, применяемых для изготовления деталей приборов, машин и сооружений. Аргонодуговая сварка (TIG) на переменном токе – один из лучших способов соединения алюминиевых деталей, регулировка частоты AC позволяет настраивать баланс переменного тока в зависимости от степени загрязнённости алюминиевых деталей окислами. Функция импульса позволяет достичь наилучших результатов в деле сварки алюминиевых заготовок, в таком режиме получается наиболее качественный и эстетичный шов.

РЕЖИМ PULSE
Режим PULSE упрощает процесс сварки алюминия и его сплавов, а также нержавеющих сталей, обеспечивая высокий уровень надежности соединения. В отличие от короткого замыкания, импульсная сварка не создает брызг и предотвращает залипание. Качество и удобство импульсного процесса позволяет сваривать швы разной сложности сварщику с незначительным опытом. Импульсный режим на переменном и постоянном токе дает возможность высококачественной сварки тонкостенных изделий из нержавейки и алюминия.

ФУНКЦИЯ PFC
Функция корректора коэффициента мощности PFC (Power Factor Correction) идеально подходит для работы в плохих сетях (падение мощности, большие удлинители) и при подключении к генератору. Использование блока PFC в сварочных аппаратах обеспечивает стабильную работу при напряжении питающей сети от 160В до 280В, уменьшает потребление электроэнергии до 25%, снижает требования к площади поперечного сечения кабелей питания, уменьшает внесение помех в сеть питания.

СОХРАНЕНИЕ ПРОГРАММ
После того, как вы настроили параметры сварочного процесса, вы можете сохранить их на будущее. Энергонезависимая память аппарата имеет до 20 ячеек, каждая ячейка сохраняет все настройки аппарата, которые могут быть в дальнейшем загружены одним нажатием кнопки.

РАЗЪЁМ ДУ
Возможность подключения пульта дистанционного управления. Например, педаль дистанционного управления, работающая по принципу автомобильной педали газа (акселератора), при аргонодуговой сварке, когда обе руки заняты, позволяет сварщику управлять током сварки в процессе работы, создавая условия для получения максимального качества сварного шва.
Преимущества:
- Сварка практически всех типов металлов и сплавов
- Сохранение и загрузка настроек
- Горелка с дистанционной регулировкой сварочного тока в комплекте
- Комфортное управление благодаря удобной панели и возможности подключения педали для контроля за током сварки
- Максимальная рабочая комплектация
ОСНОВНЫЕ ЭЛЕМЕНТЫ УПРАВЛЕНИЯ НА ПЕРЕДНЕЙ ПАНЕЛИ
1. ЦИФРОВОЙ ДИСПЛЕЙ ТОКА И ПАРАМЕТРОВ СВАРКИ показывает установленное значение текущего параметра.
2. ИНДИКАТОР СЕТИ сигнализирует о готовности к работе.
3. ИНДИКАТОР ПЕРЕГРЕВА: если аппарат работает непрерывно долгое время на большом токе, температура его внутренних компонентов повышается. При достижении критической температуры срабатывает датчик, загорается светодиод на передней панели аппарата и на дисплее будет отображаться код.
4. ИНДИКАТОР НЕИСПРАВНОСТИ: если в процессе работы возникает нетипичное для рабочего процесса явление, загорается светодиод на передней панели аппарата и на дисплее будет отображаться код ошибки.
5. ВЫБОР РОДА ТОКА:
• ПЕРЕМЕННЫЙ ТОК (АС)
• ПОСТОЯННЫЙ ТОК (DC)
6. ВЫБОР ВИДА СВАРКИ:
• АРГОНОДУГОВАЯ СВАРКА (TIG)
• ИМПУЛЬСНЫЙ РЕЖИМ АРГОНОДУГОВОЙ СВАРКИ (TIG PULSE)
• РУЧНАЯ ДУГОВАЯ СВАРКА (ММА)
7. ВЫБОР РЕЖИМА УПРАВЛЕНИЯ СВАРОЧНЫМ ПРОЦЕССОМ:
• 2-х тактный режим: при нажатии кнопки аргонодуговой горелки начинается процесс сварки, отпускаете — заканчивается. Если во время спада дуги нажать повторно кнопку, то процесс возобновляется.
• 4-х тактный режим: обычно используется для длинных швов (при кратковременном нажатии кнопки на аргонодуговой горелке начинается сварочный процесс, при повторном нажатии кнопки-заканчивается).
8. РЕГУЛЯТОР / КНОПКА:
• Регулятор: устанавливает значение параметра сварки. Вращением по часовой стрелке увеличивается, против часовой — уменьшается на единицу измерения.
• Кнопка: при нажатии можно выбрать любой параметр, представленный на циклограмме.
9. КНОПКА «ПАМЯТЬ»: позволяет выбрать номер ячейки для сохранения и загрузки программ сварки.
10. ВЫБОР РЕЖИМА СВАРКИ:
• Аргонодуговая сварка с возбуждением дуги бесконтактным способом с помощью высокочастотного осциллятора (TIG HF).
• Аргонодуговая сварка с возбуждением дуги касанием вольфрамового электрода (TIG Lift).
ЦИКЛОГРАММА ПАРАМЕТРОВ СВАРКИ
1. ПРОДУВКА ПЕРЕД СВАРКОЙ: регулировка времени продувки перед началом сварочного процесса, чтобы избежать окисления вольфрамового электрода и свариваемой детали.
2. НАЧАЛЬНЫЙ ТОК устанавливает значение сварочного тока в начале сварочного процесса. Позволяет изменить глубину проплавления свариваемой детали в начальный момент после зажигания дуги.
3. НАРАСТАНИЕ устанавливает время перехода от начального к основному значению сварочного тока.
4. ТОК устанавливает основное значение сварочного тока.
5. ТОК ИМПУЛЬСА позволяет установить величину сварочного тока в импульсном режиме.
6. ВРЕМЯ ИМПУЛЬСА (в импульсном режиме) позволяет регулировать длительность (ширину) импульсов, время импульса ко времени паузы, в процентном соотношении.
7. ЧАСТОТА ИМПУЛЬСА (в импульсном режиме) позволяет изменять частоту импульсов. С увеличением частоты сварочная дуга концентрируется, уменьшается ширина конуса дуги, увеличивается проплавление свариваемой детали.
8. ТОК ПАУЗЫ (в импульсном режиме) устанавливает величину сварочного тока во время паузы импульсного режима сварки.
9. СПАД устанавливает время плавною снижения от основною сварочною тока до значения конечного тока.
10. КОНЕЧНЫЙ ТОК устанавливает величину сварочного тока в конце сварке.
11. ПРОДУВКА ПОСЛЕ СВАРКИ позволяет регулировать время продувки после сварки, чтобы избежать окисления разогретых электрода и детали.
12. ЧАСТОТА позволяет регулировать выходную частоту переменного тока. ФУНКЦИЯ «ФОРСАЖ» (в режиме ММА) позволяет стабилизировать ток при небольшой длине дуги, снижая вероятность приваривания сварочного электрода.
13. БАЛАНС ПОЛЯРНОСТИ устанавливает процентное отношение положительной полуволны по отношению к отрицательной на переменном токе (TIG АС). Во время положительной волны происходит очищение от окисной пленки поверхности металла. Во время отрицательной полуволны — проплавление металла. Для слабозагрязненных деталей устанавливайте баланс около 30-35%, для сильнозагрязненных / с толстой окисной пленкой — 50% и выше, но при этом следите за состоянием вольфрамового электрода и горелки. ФУНКЦИЯ «ПОДЖИГ» (в режиме ММА) позволяет регулировать в начальный момент сварочного процесса кратковременное повышение величины сварочною тока, по сравнению с установленной величиной, для облегчения зажигания дуги.
СВАРКА ПЕРЕМЕННЫМ И ПОСТОЯННЫМ ТОКОМ
Возможность работать как на постоянном (сварка стали, меди, титана), так и на переменном токе (сплавы алюминия, магния, медные сплавы больших толщин, где требуется удаление окислов со свариваемой поверхности).
ГОРЕЛКА С ДИСТАНЦИОННОЙ РЕГУЛИРОВКОЙ СВАРОЧНОГО ТОКА
Режимы сварки 2Т и 4Т
Аргонодуговая сварка с возбуждением дуги бесконтактным способом с помощью высокочастотного осциллятора (TIG HF)
Аргонодуговая сварка с возбуждением дуги касанием вольфрамового электрода (TIG Lift) позволяет регулировать выходную частоту переменного тока
Функция «Форсаж» в режиме ММА позволяет стабилизировать ток при небольшой длине дуги, снижая вероятность приваривания сварочного электрода
Функция «Поджиг» в режиме ММА позволяет регулировать в начальный момент сварочного процесса кратковременное повышение величины сварочного тока, по сравнению с установленной величиной, для облегчения зажигания дуги
Настройка параметров стартового тока и времени его нарастания до пикового значения позволяют во время сварки аккуратно и плавно зажигать дугу. Это позволяет с большой точностью устанавливать горелку в начальное место формирования сварного шва, избегая ошибочных движений горелкой, которые приводят к дефектам на шве
Применение:





Комплектация:
• Аппарат аргонодуговой сварки FOXWELD SAGGIO TIG 205 AC/DC PULSE – 1 шт.,
• Горелка TIG WP-26 Flex с кабелем 5 м – 1 шт.,
• Газовый шланг – 1 шт.,
• Комплект ЗИП: 2 электрода (WC-20), 2 цанги, 2 цангодержателя, 2 хомута, 2 керамических сопла, длинный колпачок,
• Зажим на массу с кабелем (35 – 70 мм²) 400 A – 1 компл.,
• Инструкция – 1 шт.,
• Гарантийный талон – 1 шт.




Отзывы
Отзывов пока нет.