





Описание
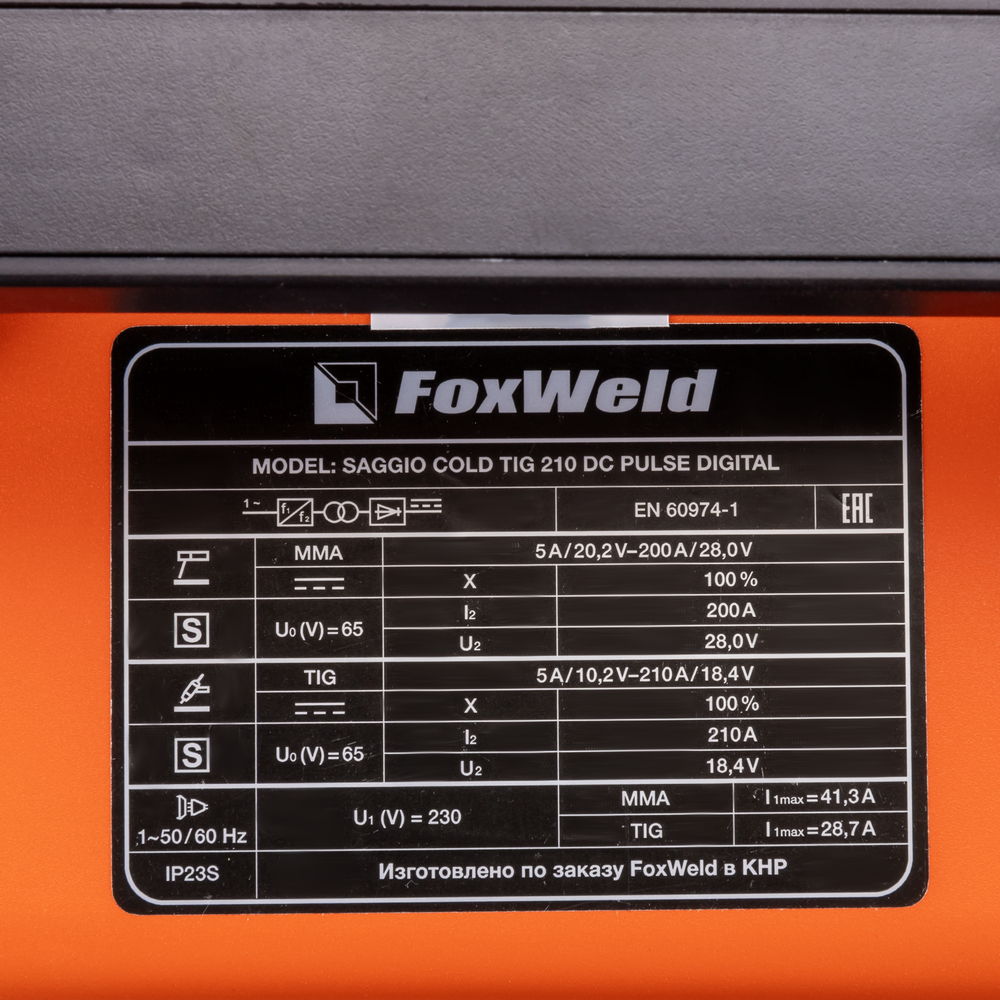
Аппарат аргонодуговой сварки FOXWELD SAGGIO COLD TIG 210 DC PULSE DIGITAL — это профессиональный многофункциональный инвертор с функцией COLD WELD (холодная сварка), предназначенный для аргонодуговой сварки на постоянном токе (DC) и ручной дуговой сварки (ММА). Сварка проводится как в обычном, так и в импульсном режиме. SAGGIO COLD TIG 210 DC PULSE DIGITAL предназначен для сварки низкоуглеродистой, легированной, нержавеющей стали и сплавов. Режим холодной сварки исключает деформацию металлических конструкций из-за нагрева, при этом обеспечивая надежное соединение. Импульсный режим сварки TIG PULSE предотвращает вероятность прожога и деформации металла в случае долгого сварочного процесса. Сварочный инвертор применяется в автосервисах для кузовного ремонта, в производстве стальных конструкций и для выполнения других видов сварочных работ. На всю линейку аппаратов серии SAGGIO предоставляется расширенная гарантия 5 лет.


РЕЖИМ ХОЛОДНАЯ СВАРКА
В режиме холодной сварки за счёт коротких импульсов тока металлические изделия соединяются с минимальным тепловложением, что позволяет избежать деформации из-за нагрева. Это идеально подходит для сварки тонких листов металла, при этом исключает деформацию, прожоги и внутреннее напряжение металла.

ИНФОРМАТИВНАЯ ПАНЕЛЬ УПРАВЛЕНИЯ
Удобная настройка режимов сварки с помощью информативной панели управления и LCD экрана. Цветной жидкокристаллический дисплей с кнопками позволяет выбрать режим сварки, режим работы горелки и другие параметры сварочного процесса. Понятное меню, система индикаций создают комфортные условия работы с данным сварочным аппаратом. Удобная комбинация кнопок на дисплее с многофункциональной кнопкой-регулятором даёт возможность сосредоточиться только на сварке и не отвлекаться на настройки во время работы.

СИСТЕМА ОТСЛЕЖИВАНИЯ РАБОЧИХ ЧАСОВ
Специальная система записи времени включения аппарата в сеть позволяет контролировать количество часов работы источника питания и общее время сварки.

СНИЖЕНИЕ НАПРЯЖЕНИЯ ХОЛОСТОГО ХОДА
Функция VRD (снижение напряжения холостого хода) повышает безопасность и исключает риск поражения сварщика электрическим током. Сварочный процесс становится более безопасным в замкнутых пространствах и при сварке в условиях повышенной влажности.

РАЗЪЁМ ДУ
Возможность подключения педали дистанционного управления, работающей по принципу автомобильной педали газа (акселератора), при аргонодуговой сварке, когда обе руки заняты, позволяет сварщику управлять током сварки в процессе работы. Это создаёт условия для получения максимального качества сварного шва и повышает производительность.
Преимущества:
- Аргонодуговая сварка (TIG LIFT) на постоянном токе
- Система отслеживания рабочих часов
- Возможность подключения педали дистанционного управления
- Импульсный режим сварки
- Интеллектуальное охлаждение
- Режимы работы горелки SPOT, 2T, 4T, 4T2
- Сохранение настроек параметров сварки
- Функция Hot Start (Горячий старт)
- Функция Arc Force (Форсаж дуги)
- Функция Antisticking (антиприваривание)
- Функция VRD (снижение напряжения холостого хода)
- Инверторная технология на базе новейших IGBT транзисторов
РЕЖИМЫ КНОПКИ ГОРЕЛКИ
1. 2-х тактный режим работы, при котором сварщик самостоятельно контролирует процесс сварки. При нажатии кнопки горелки начинается цикл сварки, при отпускании—заканчивается. Подходит для сварки коротких швов.
2. 4-х тактный режим работы, при котором не требуется длительного удержания кнопки горелки, что существенно облегчает сварку длинных швов. При кратковременном нажатии кнопки начинается сварочный процесс, при повторном кратковременном нажатии — заканчивается.
3. Специальный 4-х тактный режим работы, при котором активируется вторичный ток, выраженный в процентах от основного тока сварки. При быстром нажатии кнопки горелки (менее секунды) во время сварки значение основного тока сварки изменяется на установленное значение вторичного тока. Чтобы завершить процесс необходимо нажать и удерживать кнопку несколько секунд, а затем отпустить.
4. Режим «SPOT» (сварка по времени), при котором сварочная дуга горит по времени, заданному параметром ВРЕМЯ ТОЧКИ.
ПАРАМЕТРЫ АРГОНОДУГОВОЙ СВАРКИ TIG HF И TIG LIFT
1. Предварительная продувка газа (PRE GAS)
Время подачи защитного газа в зону сварки до зажигания дуги. Эта регулировка необходима при создании сварных точек или при сварке в труднодоступных местах, требующих наличия инертной атмосферы перед зажиганием дуги. Этот параметр позволяет создать
защитную среду, тем самым устраняя загрязнения в начале процесса сварки. Устанавливается в секундах,
2. Начальный ток (START CURRENT)
Значение сварочного тока в начале процесса сварки. Наличие регулируемого начального сварочного тока заключается в том, чтобы избежать сварки детали с чрезмерно высокими значениями тока и тем самым снизить вероятность прожога. Особенно полезно при сварке тонких листов. Значение этого параметра может быть задано в абсолютном значении, выраженном в амперах.
3. Нарастание тока (SLOPE UP) — время, в течение которого ток изменяется от начального до основного значения. Этот параметр используется для того, чтобы избежать повреждения кромок деталей при чрезмерно высоких значениях тока в момент зажигания дуги. Величина основного сварочного тока постепенно увеличивается с целью контроля равномерности осаждения и про- плавления металла. Устанавливается в секундах.
4. Ток сварки (SET CURRENT)
Этот параметр регулирует основное значение сварочного тока.
5. Время импульса (DUTE CYCLE)
Позволяет регулировать длительность (ширину) импульсов, время тока импульса ко времени тока паузы, в процентном соотношении. Активируется только в импульсном режиме сварки.
6. Частота импульса (FREQUENCY)
Позволяет изменять частоту импульсов. С увеличением частоты сварочная дута концентрируется, уменьшается ширина конуса дуги, увеличивается проплавление свариваемой детали, уменьшается зона термического влияния. Активируется только в импульсном режиме сварки.
7. Ток паузы (BASE CURRENT)
Позволяет установить значение тока паузы в импульсном режиме сварки. Значение этого параметра может быть задано в абсолютном значении, выраженном в амперах. Активируется только в импульсном режиме сварки.
8. Спад тока (SLOPE DOWN)
Время, в течение которого ток изменяется от основного до конечного значения. Предотвращает образование кратеров в процессе затухания дуги. Устанавливается в секундах.
9. Конечный ток (FINAL CURRENT)
Позволяет получить равномерную усадку металла в конце процесса сварки. Закрывая воронку (кратер) таким образом, чтобы обеспечить оптимальное заполнение кратера, до тех пор, пока не начнется время конечной продувки защитного газа. Значение этого параметра может быть задано в абсолютном значении, выраженном в амперах,
10. Конечная продувка газа (POST GAS)
Время подачи защитного газа после затухания сварочной дуги. Регулировка этого параметра позволяет избежать окисление разогретых вольфрамового электрода и свариваемой детали. Устанавливается в секундах.
ПАРАМЕТРЫ АРГОНОДУГОВОЙ СВАРКИ TIG COLD И РЕЖИМА SPOT
1. Предварительная продувка газа (PRE GAS)
Время подачи защитного газа в зону сварки до зажигания дуг и. Эта регулировка необходима при создании сварных точек или при сварке в труднодоступных местах, требующих наличия инертной атмосферы перед зажиганием дуги. Этот параметр позволяет создать защитную среду, тем самым устраняя загрязнения в начале процесса сварки. Устанавливается в секундах.
2. Ток сварки (SET CURRENT)
Этот параметр регулирует основное значение сварочного тока.
3. Время сварки (WELDING TIМЕ)
Позволяет установить время горения сварочной дуги.
• TIG COLD-значение устанавливается в миллисекундах.
• SPOT -значение устанавливается в секундах.
4. Время паузы (INTERVAL TIME)
Позволяет установить время паузы в TIG COLD и в режиме SPOT. Устанавливается в секундах.
5. Конечная продувка газа (POST GAS)
Время подачи защитного газа после затухания сварочной дуги. Регулировка этого параметра позволяет избежать окисление разогретых вольфрамового электрода и свариваемой детали. Устанавливается в секундах.
МЕНЮ РУЧНАЯ ДУГОВАЯ СВАРКА ММА
1. Выбор режима сварки.
2. Настройка функции «НОТ START»
Эта функция способствует легкому зажиганию сварочной дуги. Устанавливается в процентах от основного тока сварки. Это значение ограничено максимальным значением сварочного тока.
3. Настройка функции «ARC FORCE»
Эта функция помогает стабилизировать процесс горения дуги при использовании разных типов электродов и снижает вероятность приваривания электрода к детали.
4. Включение функции «VRD»
Эта функция уменьшает напряжение на выходных клеммах, когда не происходит процесс сварки. В ее задачу входит повышение безопасности и исключение риска поражения сварщика электрическим током. Сварочный процесс становится более безопасным в замкнутых пространствах и при сварке в условиях повышенной влажности.
СОХРАНЕНИЕ И ЗАГРУЗКА НАСТРОЕК
Наличие ячеек памяти позволяет сохранять настройки установленных параметров сварки, часто повторяемых задач и воспроизводить их при необходимости, что значительно сокращает время наладки оборудования.
Применение:





Комплектация:
• Аппарат аргонодуговой сварки SAGGIO COLD TIG 210 DC PULSE DIGITAL – 1 шт.,
• Горелка TIG WP-26, 4 м – 1 шт.,
• Электрододержатель с кабелем 25 мм², 3 м – 1 шт.,
• Клемма заземления с кабелем 25 мм², 3 м – 1 шт.,
• Газовый шланг – 2 шт.,
• Комплект ЗИП: электроды WC-20 (2 шт.), цанга (2 шт.), цангодержатель (2 шт.), хомут (2 шт.), керамическое сопло (2 шт.), длинный колпачок – 1 компл.,
• Инструкция + Гарантийный талон – 1 компл.




Отзывы
Отзывов пока нет.