









Описание
Преимущества сварки и резки аппаратами Laser Weld Высокая скорость сварки и резки: в 4 раза быстрее, чем привычными способами Простая настройка и эксплуатация: не требует длительного обучения для достижения результата Сварка и рез без коробления, деформации, подрезов и прожогов. Минимальная последующая обработка деталей, шлифовка или полировка Высокое качество шва и конечного изделия без использования кондукторов благодаря существенно меньшему тепловложению и минимальной зоне термического влияния Качественная сварка одним аппаратом разнородных металлических деталей и/или материалов разных толщин Минимальные эксплуатационные расходы и затраты на расходные материалы
Особенности моделей Laser Weld Оборудование для лазерной сварки и резки выбирается исходя из толщины обрабатываемого металла. Для аппарата Laser Weld 1000 Вт— 3 мм, а для Laser Weld 1500 Вт максимальная толщина составляет— 5 мм. Аппараты Laser Weld представляют собой единый комплекс, состоящий из нескольких узлов Оборудование оснащено волоконным лазером Maxphotonics, который входит в тройку ведущих мировых производителей лазерного оборудования и зарекомендовал себя как надежный и доступный излучатель
Эксплуатационный период лазерного излучателя составляет 100 000 часов или более 11 лет круглосуточной работы без ухудшения качества сварки или резки
Лазерная головка оснащена дисплеем, отображающим основные режимы, что повышает контроль за процессом сварки или резки Аппарат оснащен холодильной установкой (чиллером) от ведущего китайского производителя промышленного холодильного оборудования Hanli Technology Оборудование имеет индикатор, что позволяет точно регулировать температуру охлаждающей жидкости и исключить перегрев лазерной головки и оптоволоконного кабеля
4-х роликовый механизм подачи проволоки Laser Feed WF-11 имеет все необходимые настройки для качественной сварки или резки: холостой прогон проволоки вперед/назад, время задержки подачи проволоки до/после сварки, скорость подачи проволоки Для удобства на боковой стороне расположена таблица с режимами сварки и резки, что позволяет быстро настроить оборудование.
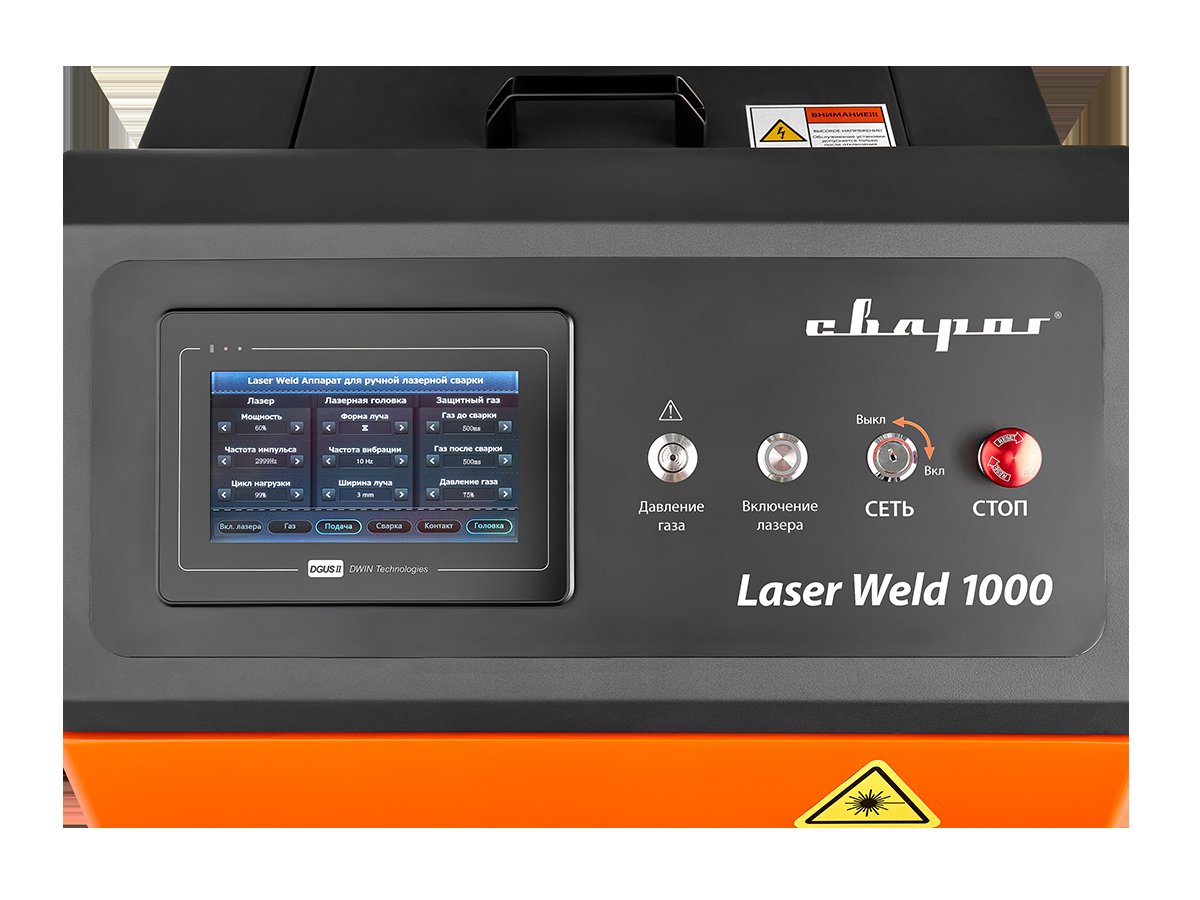
Управление осуществляется с помощью промышленного контроллера, оснащенного сенсорным цветным 7” LCD дисплеем. Русскоязычный интерфейс понятен российскому пользователю и увеличивает быстроту настроек режимов сварки или резки.
Оптоволоконный кабель c интерфейсом QBH оснащен системой охлаждения, что позволяет оптимизировать производительность и исключить потери мощности при его нагреве. Благодаря длине кабельной сборки 10 м, работы можно производить на значительном удлинении от аппарата Аппараты Laser Weld имеют в комплекте поставки все необходимое для выполнения работ по сварке и резке Длина кабельной сборки – 10 метров, что позволяет производить работы на значительном удлинении от аппарата
ПРЕИМУЩЕСТВЕННЫЕ ОТЛИЧИЯ СВАРКИ АППАРАТАМИ LASER WELD ОТ MIG/MAG И TIG СВАРКИ Сварочный процесс Дуговые способы сварки MIG/MAG, TIG LASER WELD Скорость сварки: чем быстрее скорость сварки, тем быстрее будет выполнена задача Средняя Высокая (до 4-х раз, в зависимости от толщины металла, способа и режима сварки) Качество сварного шва: чем лучше сварной шов, тем меньше необходимо времени на последующую обработку В зависимости от квалификации персонала Сварные швы наивысшего качества при минимальной квалификации персонала Зона термического влияния: чем меньше зона, тем лучше сохраняются прочностные характеристики готового изделия Большая (в зависимости от режимов сварки) Практически отсутствует Выбор ширины сварного шва: позволяет получить необходимую глубину проплавления при повышенных требованиям к визуальной красоте сварного шва Не применяется Выбор ширины сварного шва – от 0.2 до 5 мм. Коробление и деформации после сварки: чем меньше эти факторы, тем меньше необходимо времени на правку или придание необходимой геометрии сварной конструкции Большие (в зависимости от режимов сварки) Практически отсутствуют Вид свариваемых материалов: алюминий, углеродистая, нержавеющая и оцинкованные стали, медь. Требует наличия разного оборудования Один аппарат Количество настраиваемых параметров сварки: чем меньше, тем проще работать с оборудованием Большое (в зависимости от функционала оборудования) Минимальное Скорость обучения работы на оборудовании: чем меньше, тем быстрее можно приступить к выполнению поставленной задачи Длительное Достаточно одной демонстрации работы оборудования Простота работы на оборудовании: чем проще, тем больше можно привлекать персонал без специальной подготовки Требуются большие знания сварочного процесса, влияние параметров сварки и настроек аппарата Не требуются знания сварочного процесса Вредные испарения в процессе сварки: чем меньше, тем безопасней и дешевле производство готовых изделий Большие (требует применение вытяжки или специальных СИЗОД*) Минимальные, требует применения специальных очков, которые идут в комплекте поставки Расходные части: чем меньше частей, тем дешевле производство готовых изделий Большое количество в зависимости от конструкции горелки. Для MIG: сопла, токопроводящие наконечники, направляющие каналы и т.д. Для TIG: сопла, вольфрамовые электроды, заглушки, цанги и т.д. Минимальное количество: сопло и фокусирующая линза Дополнительные материалы или оборудование: чем меньше частей, тем дешевле производство готовых изделий Для MIG: сварочная химия (сварочные пасты, спреи, аэрозоли и т.п.). Для TIG: машинки для заточки вольфрамовых электродов Не требует дополнительного оборудования. Всё необходимое поставляется в комплекте ПРЕИМУЩЕСТВЕННЫЕ ОТЛИЧИЯ ЛАЗЕРНОЙ РЕЗКИ ОТ ВОЗДУШНО-ПЛАЗМЕННЫХ СПОСОБОВ Процесс реза Воздушно-плазменная резка CUT LASER WELD Скорость реза: чем быстрее скорость реза, тем быстрее будет выполнена задача Средняя Высокая Качество реза: чем лучше рез, тем меньше необходимо времени на последующую обработку Среднее (требует последующей обработки) Высокое Зона термического влияния: чем меньше зона, тем лучше сохраняются прочностные характеристики готового изделия Большая (в зависимости от режимов реза) Минимальная Коробление и деформации после резки: чем меньше эти факторы, тем меньше необходимо времени на правку Средние (в зависимости от режимов реза) Практически отсутствуют Ширина реза: чем уже рез, тем больше экономия на материале Большая (в зависимости от режимов реза и диаметра сопла), нерегулируемая Регулируемая: 0.2 – 0.6 мм Дополнительное оборудование: чем меньше оборудования, тем дешевле производство готовых изделий. Компрессор, выбирается от мощности аппарата. Не требует дополнительного оборудования. Всё необходимое поставляется в комплекте Расходные части: чем меньше частей, тем дешевле производство готовых изделий Большое количество в зависимости от конструкции плазмотрона (сопла, катоды, защитные насадки и т.д) Минимальное: сопло и фокусирующая линза поставляются в комплекте Мы видим, что использование аппаратов для лазерной сварки и резки экономически выгодней, не требует использования дополнительного оборудования, постоянной замены расходных материалов и высокой квалификации персонала. При этом качество сварного изделия неизменно высокое.
МЫ МОЖЕМ ПРОВЕСТИ ДЕМОНСТРАЦИЮ ОБОРУДОВАНИЯ В НАШЕМ ДЕМО-ЗАЛЕ ИЛИ ОНЛАЙН Для этого свяжитесь с нами по бесплатному телефону 8-800-555-68-34 или отправьте заявку на почту info@svarog-rf.ru Мы организуем демонстрацию в удобном для вас формате. Вы можете, в рамках демонстрации, выполнить работы по сварке или резке деталей или заготовок, предварительно обсудив с нами ваши производственные задачи
Отзывы
Отзывов пока нет.