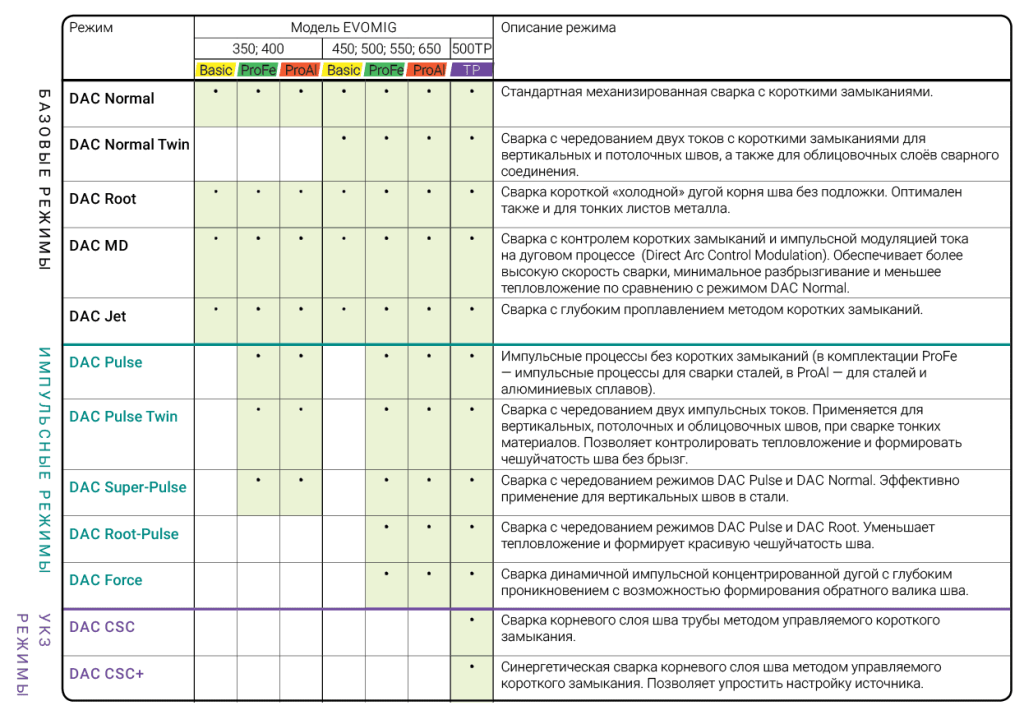
Стандартные режимы
- DAC Normal — стандартная механизированная сварка с короткими замыканиями.
- DAC Normal Twin — сварка с чередованием двух токов с короткими замыканиями для вертикальных и потолочных швов, а также для облицовочных слоёв сварного соединения..
- DAC Root — сварка короткой «холодной» дугой корня шва без подложки. Оптимален также и для тонких листов металла..
- DAC MD (Direct Arc Control Modulation) — сварка с контролем коротких замыканий и импульсной модуляцией тока на дуговом процессе (Direct Arc Control Modulation). Обеспечивает более высокую скорость сварки, минимальное разбрызгивание и меньшее тепловложение по сравнению с режимом DAC Normal.
- DAC Jet — сварка с глубоким проплавлением методом коротких замыканий..
Импульсные режимы
- DAC Pulse — импульсные процессы без коротких замыканий (в комплектации ProFe — импульсные процессы для сварки сталей, в ProAl — для сталей и алюминиевых сплавов).
- DAC Pulse Twin —сварка с чередованием двух импульсных токов. Применяется для вертикальных, потолочных и облицовочных швов, при сварке тонких материалов. Позволяет контролировать тепловложение и формировать чешуйчатость шва без брызг..
- DAC Super-Pulse — сварка с чередованием режимов DAC Pulse и DAC Normal. Эффективно применение для вертикальных швов в стали.
- DAC Root-Pulse — сварка с чередованием режимов DAC Pulse и DAC Root. Уменьшает тепловложение и формирует красивую чешуйчатость шва..
- DAC Force — сварка динамичной импульсной концентрированной дугой с глубоким проникновением с возможностью формирования обратного валика шва.
Режимы управляемого короткого замыкания
- DAC CSC (Controlled Short Circuit) — сварка корневого слоя шва трубы с образованием обратного валика методом управляемого короткого замыкания.
- DAC CSC+ — синергетическая сварка корневого слоя шва методом управляемого короткого замыкания. Позволяет упростить настройку источника.
Технология сварки корневого шва в режиме DAC CSC
При сборке соединения необходимо, чтобы начало и конец каждой прихватки были сошлифованы, для обеспечения плавного перехода от корневого шва к прихватке. Данный процесс не позволяет полностью проплавить прихватку.
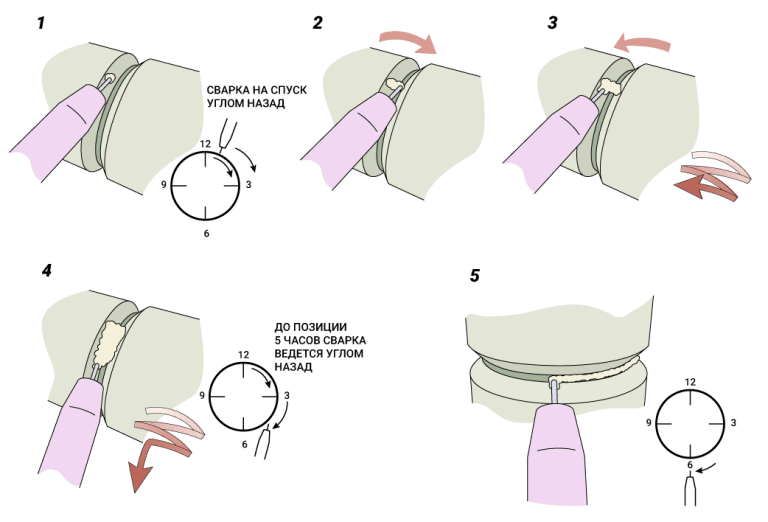
- Возбуждение дуги производится на кромке трубы.
- После формирования сварочной ванны переместите её с кромки на середину стыка, удерживая дугу в её передней части.
- Как только сварочная ванна пересекла зазор стыка, перенесите её на противоположную кромку. Сварка углом назад на спуск производится с небольшими дугообразными колебаниями с кромки на кромку. С позиции 12 часов до 1-го часа сварка осуществляется с колебаниями. В позиции 1-го часа колебания прекращаются.
- Располагая дугу в передней части сварочной ванны, с позиции 1-го часа до 5-ти сварку производят без колебаний. При необходимости с 5-ти до 6-ти часов колебания возобновляются.
- В позициях с 5-ти — 6-ти часов сварочная горелка располагается перпендикулярно поверхности трубы. В позиции 6-ти часов, прекращая процесс сварки, выведите дугу на одну из кромок и оборвите её. Не останавливайте процессе на самом шве, т.к. это может привести к образованию поверхностной пористости.
Пример расчета экономии
Допустим, сварочные работы производятся при следующих параметрах:
ток 350 А, напряжение 32 В, мощность на дуге 11,2 кВт.
Тогда:
Сварочный источник с КПД 82% потребляет 13,2 кВт.
Сварочный источник с КПД 96% потребляет 11,6 кВт.
Следовательно, при использовании источника тока EVOSPARK с КПД 96% экономия электроэнергии составляет 1,6 кВт.
Принимаем, что аппарат работает 5 часов в смену. Значит за одну смену экономия электроэнергии составит:
5 × 1,6 = 8 кВт⋅ч.

В среднем в году 250 рабочих дней или 500 смен.
Имея на производстве парк из 10 сварочных источников EVOSPARK, получаем экономию электроэнергии:
500 × 10 × 8 = 40 МВт⋅ч за год.
При стоимости 3 руб/кВт⋅ч прямая экономия составит 120 000 руб. в год.
Комплектация аппарата может отличаться в зависимости от пожеланий заказчика. По умолчанию сварочный источник поставляется на колёсах, дополнительно возможна комплектация блоком жидкостного охлаждения и тележкой.
Базовая комплектация:
- Сварочный аппарат
- Штекер для подключения подогревателя газа
- Колёса
- Кабель подключения к сети, 5 м
- Руководство по эксплуатации
- Паспорт
Дополнительные опции:
- Устройство подачи проволоки: УПП-300П,УПП0-300М, УПП-200К
- Транспортная тележка: стандартная, компактная, компактная под баллон
- Блок жидкостного охлаждения
- Сварочная горелка с цифровым управлением
- Выносной блок контроля тока и напряжения
- Пульт дистанционного управления ПДУ
- Кабель-пакет и обратный кабель (кабель массы)
- Ролики для подающего механизма ø 0,8/1,0/1,2/1,6/2,0 мм
- Система контроля расхода газа
- Система сетевого контроля Weld Web
Для управления сварочной машиной применяется панель управления с ЖК-экраном, кнопками и двумя энкодерами. Панель установлена на источнике питания. В зависимости от требований заказчика панель управления аппаратом может быть установлена на сварочном источнике, на подающем устройстве полуавтомата или на оба устройства одновременно.
В управлении пультом применяется концепция «одной руки». Это означает, что абсолютное большинство действий в меню можно выполнить только одной рукой. Цветовое оформление может быть различным в зависимости от версии дизайна или может быть выбрано пользователем. Но организация информационного пространства данной модели пульта останется неизменной.
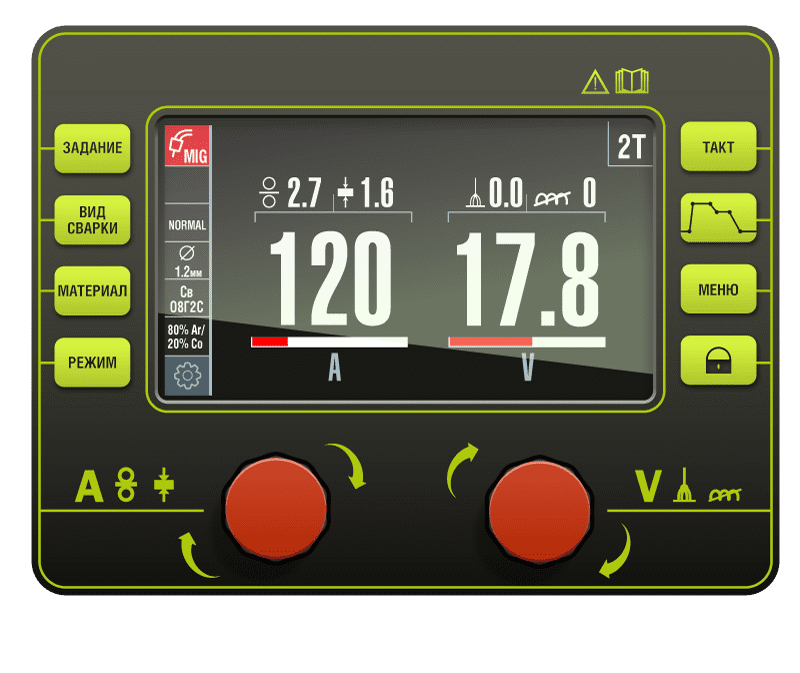
Задание сохраняет текущие настройки или загружает сохранённые параметры сварки.
Вид сварки задает режим сварки.
Материал задает сочетание материала, диаметра сварочной проволоки и защитного газа.
Режим задает необходимый режим сварки.
Такт задает такты работы сварочной горелки.
Циклограмма вызывает циклограмму на основной экран.
Меню вызывает меню дополнительных настроек.
Блокировка блокирует кнопки и энкодеры, служит для защиты от случайного нажатия.
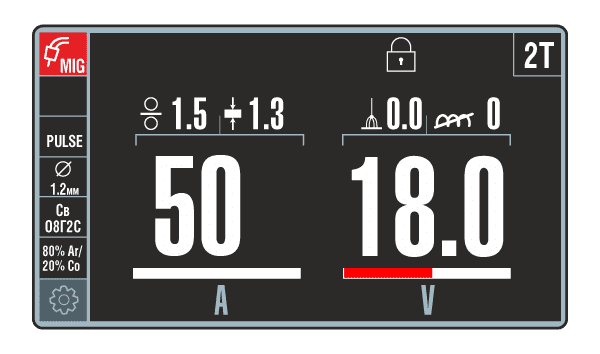
После включения питания в течение 3-х секунд проходит тест систем и появляется основной экран «Сварка». По умолчанию экран с параметрами сварки загружается первым при включении аппарата. Это повышает удобство работы и упрощает доступ к необходимым настройкам параметров сварки.

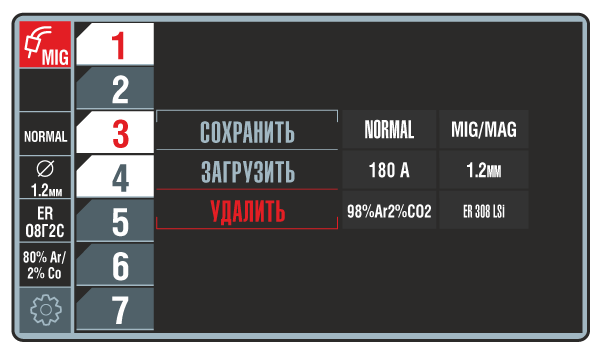
Чтобы сократить время ввода информации по материалам, режимам сварки, газам и пр., можно заготовить все применяемые сварочные задания, сохранить их в виде программ и применять по мере необходимости. При этом в сохранённых ячейках отображаются внесённые данные.
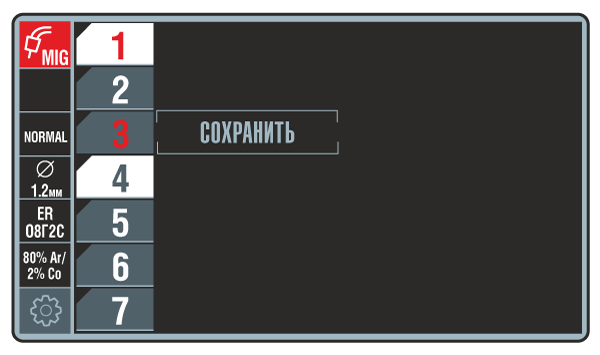
Сохранение
Нажмите кнопку «Задание» — на экране появится меню выбора задания с его номером (количество ячеек памяти — от 1 до 100). Повторное нажатие на кнопку «Задание» закрывает данное окно без сохранения (т.е. данная кнопка работает как вход и выход). Выбор номера ячейки происходит вращением левого энкодера. Для подтверждения выбора следует нажать на него. Для отмены/выхода нажать на левый энкодер.
Подтвердите загрузку нажатием на левый энкодер. В столбце слева высветится номер загруженной ячейки.
Кнопка Вид сварки предназначена для выбора подходящего вида сварки. Выбор вида сварки осуществляется левым энкодером. Для отмены/выхода из данного меню нажать кнопку «Вид сварки» или правый энкодер.
- MIG/MAG (синерг.) — стандартная полуавтоматическая сварка в защитном газе с включённой синергетикой.
- MIG/MAG MANUAL (ручн.) — стандартная полуавтоматическая сварка в защитном газе без синергетики.
- ММА — ручная дуговая сварка штучными покрытыми электродами.
- GOUGING — воздушно-дуговая строжка угольным электродом. Используется в металлообрабатывающей промышленности, на сталеплавильных и прокатных заводах для строжки канавок, подготовки и обработки сварочных швов, поверхностной резки раковин и трещин, скашивания кромок, резки, обработки поверхности и прожигания отверстий для всех металлов.
Параметры для строжки
Род тока: постоянный.
Подключение электрода:
- к «+»: для стали и стальных сплавов;
- к «–»: для латуни, бронзы, алюминиевой бронзы, красного литья, меди, алюминия, серого чугуна.
Для строжки применяются угольные электроды с медным покрытием:
- 220–250 А → 6 мм
- 350–400 А → 8 мм
- 500–600 А → 10 мм
Сжатый воздух: 7–10 бар, при 600–1000 л/мин., без включений воды и масла.
Вылет угольного электрода из строгача максимум 150 мм. Перед зажиганием дуги необходимо полностью открыть воздушный вентиль. Зажигание посредством кратковременного соприкосновения электрода с изделием, затем электрод потянуть слегка назад. Держать очень малую дугу. Вести электрод равномерно в направлении потока сжатого воздуха.
Нажатие кнопки Материал позволяет выбрать необходимое сочетание сварочной проволоки, её диаметр и защитный газ.
Выбор осуществляется левым энкодером. Для отмены/выхода из данного меню нажать кнопку «Материал» или правый энкодер.

Cписок доступных материалов:
- сталь конструкционная (СВ08Г2С);
- алюминиевый сплав (АМг5);
- нержавеющая сталь (ER 308LSi);
- порошковая проволока (RCW – рутиловая, MCW – металлопорошковая).
В зависимости от выбранного материала сварочной проволоки, машина предлагает выбрать газ или газовые смеси, которые применяются с выбранной проволокой:
- 100% СО2;
- 100% Ar;
- 80% Ar / 20% CO2;
- 98% Ar / 2% CO2.
Кнопка Режим позволяет выбрать режим сварки, наиболее подходящий требованиям техзадания.
- Normal — стандартный процесс полуавтоматической сварки с короткими замыканиями.
- Root — процесс сварки короткой «холодной» дугой. Оптимален для сварки корневых швов и тонких листов металла.
- JetArc — процесс сварки динамичной концентрированной длинной дугой с глубоким проникновением с возможностью формирование обратного валика шва.
- DAC-MD (Direct Arc Control Modulation) — режим сварки с контролем коротких замыканий и импульсной модуляцией тока, что обеспечивает более высокую скорость сварки, минимальное разбрызгивание и меньшее тепловложение по сравнению с режимом Normal.
- Root-MD — режим сварки с применением импульсной модуляции тока для корневых швов, позволяет формировать плоский обратный валик при сварке в вертикальном положении сверху вниз.
- R-Pipe — режим для сварки корневых швов и деталей с увеличенным зазором с гарантированным формированием обратного валика.
- Pulse — импульсный режим сварки. Обеспечивает качественное формирование шва без дополнительных движений рукой сварщика («ёлочкой», «полумесяцем» и др.), отсутствие брызг и высокую производительность.
Под количеством тактов подразумевается способ включения сварочного аппарата кнопкой горелки. При нажатии кнопки Такт включается сварочная машина и выполняются все элементы сварочного цикла, организованные выбором режима сварки, типа газа, настроек циклограммы и пр.
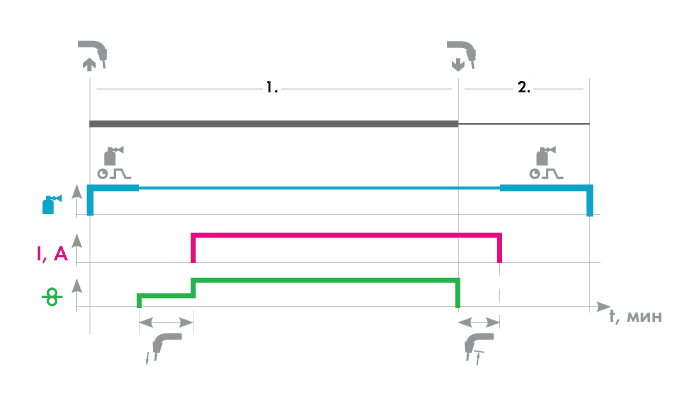
1 такт
- Нажмите и удерживайте кнопку сварочной горелки.
- Начнется продувка защитным газом перед сваркой.
- После продувки мотор устройства подачи проволоки работает с начальной скоростью.
- Электрическая дуга загорится после контакта проволочного электрода с изделием, потечет сварочный ток.
- Устройство подачи проволоки перейдет на выставленную скорость подачи проволоки.
2 такт
- Отпустите кнопку сварочной горелки.
- Двигатель устройства подачи проволоки остановится.
- По истечении настроенного времени дожигания электрода электрическая дуга погаснет.
- Начинается отсчёт времени задержки продувки газа.
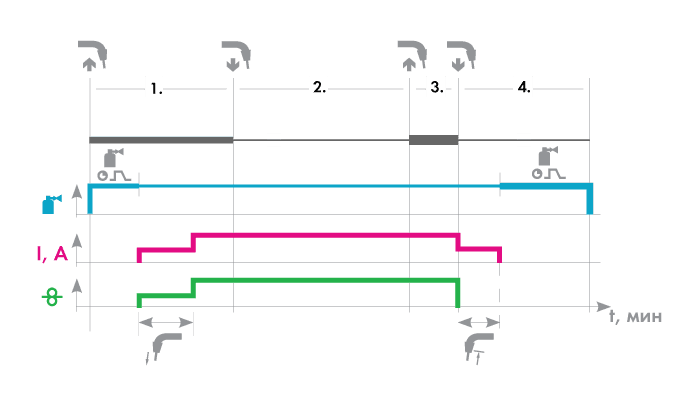
1 такт
- Нажмите кнопку сварочной горелки.
- Начнется продувка защитным газом перед сваркой.
- После продувки мотор устройства подачи проволоки работает с начальной скоростью.
- Электрическая дуга загорится после контакта проволочного электрода с изделием, потечет стартовый сварочный ток.
- Устройство подачи проволоки перейдет на выставленную скорость подачи проволоки.
2 такт
- Отпустите кнопку сварочной горелки.
- Ток достигнет номинального значения.
- Выполняйте сварное соединение.
3 такт
- Для завершения выполнения сварного соединения нажмите кнопку сварочной горелки.
- Двигатель устройства подачи проволоки остановится.
- По истечении настроенного времени дожигания электрода электрическая дуга погаснет.
- Начинается отсчёт времени задержки продувки газа.
4 такт
- Отпустите кнопку сварочной горелки.
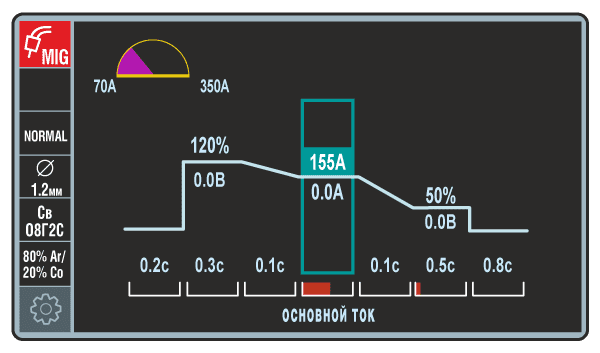
В меню Циклограмма изображен стилизованный график, на котором отображены все участки цикла сварки, их названия и цифровые значения параметров, характеризующих свойства данного участка графика. Циклограмма служит для наглядного отображения изменения всех параметров процесса сварки.
Кнопка Меню предназначена для перехода к дополнительным настройкам сварочной машины (включение блока жидкостного охлаждения, просмотр ошибок, сброс на заводские настройки и др.). Принцип управления аналогичен вышеприведённым разделам меню данного пульта.

Кнопка Блокировка предназначена для блокировки текущих настроек и защиты органов управления пульта от случайного нажатия кнопок и/или вращения энкодеров. Для активации блокировки коротко нажмите на кнопку «Блокировка», для отмены — нажмите и удерживайте кнопку в течение двух секунд.